Практические выгоды
Для предприятий средне- и мелкосерийного производства роботы как образцы средств гибкой автоматизации обладают несомненными достоинствами, которые можно разделить на три группы. Джозеф Энгелбергер, основатель компании "Юнимейшн" и один из пионеров робототехнической промышленности, перечисляет эти достоинства в своей книге "Практическая роботика":
- Роботы представляют собой готовые к применению средства автоматизации, поскольку компании-поставщики уже провели большие работы по производственной специализации такого оборудования. Применение роботов позволяет в значительно более сжатые сроки вводить в строй новые технологические линии, а это в свою очередь содействует скорейшему внедрению оригинальных разработок в серийное производство.
- Снижается объем требуемых наладочных операций. После того как принято решение установить на предприятии промышленные роботы, требуется обеспечить их сопряжение с другими технологическими установками. Все это оборудование необходимо отладить с целью устранения дефектов, скажем, в программных средствах, и для роботов значительную часть такой работы проводит фирма-поставщик.
- Роботы можно использовать и после того, как завершится выполнение задачи, на которую они были первоначально рассчитаны. Не исключено, что линия по производству изделий, где на робот возложены конкретные функции, будет действовать всего полгода или год. Затем номенклатура выпускаемых изделий меняется, и предприятию, возможно, придется "списывать" оборудование такой линии. Однако, поскольку робот в принципе программируется для решения различных задач, его можно снять с данной производственной линии и перебросить на другую. При использовании средств жесткой автоматизации подобная замена исключена, ибо они способны выполнять операции только одного типа. Когда подобное оборудование завершает работу в рамках технологического процесса, для которого оно предназначено, у него обычно остается лишь один путь - из заводского цеха в металлолом.
Не следует думать, что только роботы вписываются в современную концепцию гибкой автоматизации; на промышленных предприятиях встречаются и другие виды оборудования, действующего в соответствии с этими принципами. К подобным техническим средствам можно отнести металлорежущие станки с компьютерным числовым программным управлением (КЧПУ) и самодвижущиеся тележки, называемые также автоматическими транспортными средствами, которые перевозят детали с одного производственного участка на другой. Станки с КЧПУ оснащаются режущим инструментом и другими приспособлениями для обработки металлических деталей и управляются ЭВМ. Робот может составлять как бы единое целое со станками с КЧПУ, подавая на них детали для обработки.
На большинстве современных предприятий производственные участки, где выполняются различные фазы технологического процесса, соединены между собой сетью передачи данных. Таким образом, компьютеризованные установки во всех подразделениях подобного предприятия обмениваются информацией, т. е. выполняемые ими функции полностью взаимосвязаны.
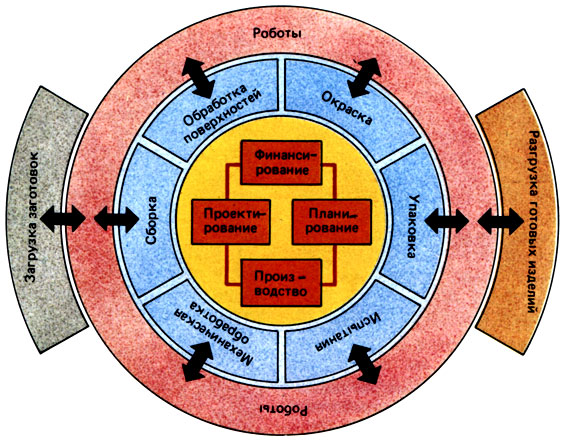
Промышленное предприятие будущего. В 90-х годах роботы возьмут на себя большую часть работ по перемещению изделий разной степени готовности между производственными участками заводского цеха, например между участками механической обработки, испытаний, сборки и упаковки. Кроме того, роботы будут перевозить исходные материалы и заготовки со склада в цех, а обратно - готовые изделия. Информация будет передаваться по внутризаводской сети связи, которая соединит станки в цехе с компьютерами на диспетчерских постах, управляющих работой предприятия. На компьютеры будут также возложены такие функции общего характера, как проектирование, финансовый контроль и планирование
Предположим, в проектном отделе предприятия разрабатывается новый тип комплектующего изделия - скажем, металлическая крышка картера для коробки передач нового типа. После того как специалист подготовит соответствующий чертеж (но не на бумаге, а на экране дисплея ЭВМ - с использованием так называемой системы автоматизированного проектирования, или САПР), он нажимает ряд кнопок на клавишной панели ЭВМ. Таким путем на компьютеризованный металлообрабатывающий станок, расположенный в заводском цехе, передается программа, описывающая процесс изготовления новой крышки картера. Данная информация распространяется по сети связи, которая соединяет между собой все подразделения предприятия во многом аналогично тому, как телефонная сеть общего пользования связывает учреждения и индивидуальные жилища в городах.
В результате станок обрабатывает металлическую заготовку в соответствии с командами, заложенными в машинной программе. Сочетание средств компьютеризованной графики с КЧПУ-установками называется системой автоматизированного проектирования - автоматизации производственных процессов (САПР/САПП).
Нередко разнообразными операциями по перемещению материалов и комплектующих изделий занят целый ряд роботов и автоматических транспортных средств. В частности, комплекс, состоящий из таких устройств, может использоваться для снятия металлической детали (в рассматриваемом случае - крышки картера) со станка и отправки ее в сборочный цех, где роботы соединяют эту деталь с другими металлическими компонентами, например с корпусом коробки передач.
Финансовые подразделения и складной персонал поддерживают контакты с производством через другие вычислительные системы. Это позволяет администрации, планирующей объем выпуска продукции, постоянно быть в курсе всего, что происходит на каждом участке предприятия. Наконец, готовое изделие отправляют на автоматизированный склад. Там оно хранится в специальном контейнере до тех пор, пока на него не возникнет спрос. Тогда отдел сбыта затребует его со склада, откуда оно поступит на транспортер для отгрузки заказчику.
Компьютеризованное оборудование, которое позволяет автоматически изготавливать небольшие партии изделий, называют гибкими производственными системами (ГПС). В типичном случае подобная система состоит из трех частей: собственно обрабатывающего оборудования (это либо станки с КЧПУ, либо литейные или сборочные установки, непосредственно изготавливающие изделия), средств транспортировки (роботы или самодвижущиеся тележки) деталей и системы управления. Как правило, здесь задействован не один компьютер, а целый иерархический комплекс ЭВМ. К примеру, в памяти диспетчерского компьютера обычно хранится детальный план работы предприятия. Он содержит сведения о функциях, выполняемых разнообразными компьютеризованными станками, описание взаимосвязей между ними, а также данные о требуемом темпе выпуска продукции. Такой компьютер соединяется с другими вычислительными машинами, реализующими алгоритмы управления конкретными устройствами, скажем с роботами или станками с КЧПУ. В свою очередь эти ЭВМ "второго уровня" могут взаимодействовать с микропроцессорами, размещенными в самих станках или роботах. Подобная структура образует ряд четко выраженных трактов, по которым информация поступает на установки, непосредственно осуществляющие технологический процесс.
Гибкие производственные системы рассчитаны не только на автономное функционирование. Через другие информационные сети они могут взаимодействовать с подразделениями непроизводственного характера, например с плановыми или финансовыми отделами. Как правило, ГПС обладают рядом преимуществ по сравнению с традиционным оборудованием, управляемым вручную. Для их обслуживания требуется меньше персонала, поскольку значительная часть работы возлагается на машины. Детали обрабатываются с большей точностью: после того как установится требуемый режим работы, ГПС должна функционировать без перебоев, так как все инструкции по выполнению производственных операций представлены в виде безошибочных (по крайней мере теоретически) программ строго определенного содержания. Все это представляет разительный контраст с предприятиями, где большинство технологических операций осуществляется вручную. Люди могут прекрасно справляться со своим делом в течение 90% рабочего времени, однако в остальные 10% времени они могут почувствовать усталость или недомогание, что приведет к существенному ухудшению качества их работы, а следовательно, и выпускаемой продукции.
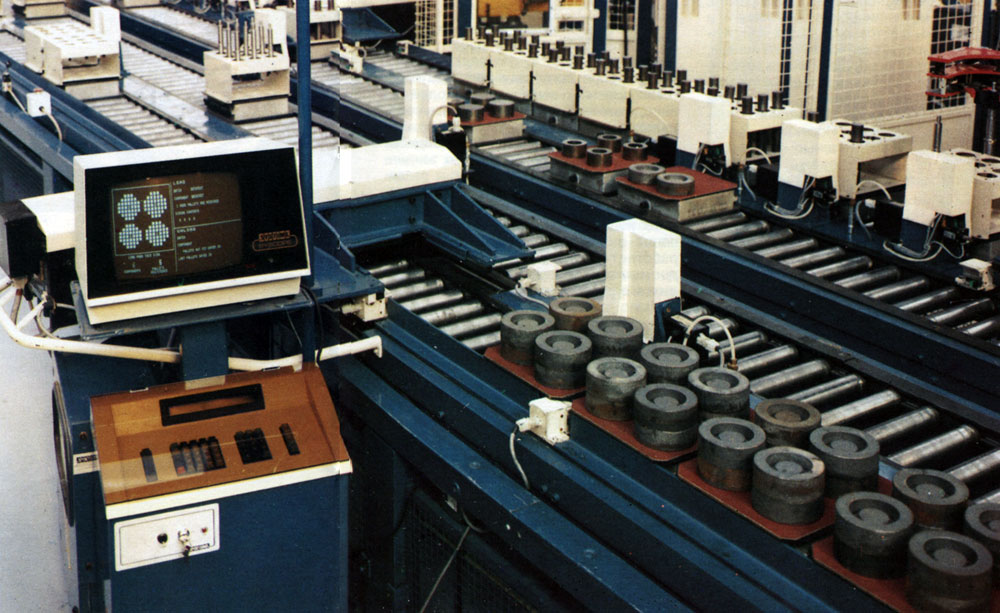
В системе SCAMP видеодисплеи, расположенные на каждом из шести постов загрузки-разгрузки, указывают оператору, в какие моменты необходимо выполнять эти операции; ходом всего процесса управляют компьютеры системы SCAMP
Еще один довод в пользу внедрения ГПС состоит в том, что они менее габаритны, чем аналогичные комплексы оборудования, управляемого вручную. На обычном заводе большое число установок простаивает значительную часть рабочего времени. В отличие от этого компоненты ГПС функционируют практически непрерывно, т. е. ГПС состоит из меньшего количества единиц оборудования, чем традиционный станочный участок, выполняющий такое же производственное задание. Следовательно, для установки более современного оборудования предприятию, по всей вероятности, потребуется меньше площади, и, кроме того, ему удастся сэкономить на таких накладных расходах, как плата за отопление и освещение.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'