ГПС в действии
В качестве примера современной гибкой производственной системы можно привести комплекс SCAMP, созданный фирмой "Группа 600" (Колчестер, Великобритания), который рассчитан на производство целого ряда комплектующих деталей для металлорежущих станков. Структура этой первой из разработанных в Великобритании крупных ГПС показана на диаграмме. Другая известная система такого типа установлена на автомобильном заводе "Ситроен" в Медбне, Франция. Она предназначена для выпуска партиями 15- 50 штук таких узлов автомобиля, как коробки передач, картеры сцепления и головки блока цилиндров. При работе в три смены для обслуживания подобной системы необходимо в общей сложности 26 операторов, тогда как для аналогичного комплекса, управляемого вручную, потребовалось бы 44 оператора. На начальном этапе производственного процесса необработанные слитки металла загружаются на специальные паллеты (поддоны-спутники), которые доставляются к станкам, входящим в ГПС, роботизированными тележками. Обрабатывающие центры, где металлическим заготовкам придается форма готовых деталей, способны автоматически заменять режущий инструмент, выбирая его из кассеты, в которой хранится до 600 различных инструментов. "Свеженарезанные" детали направляются на участок промывки, где они перемещаются роботом, а также на установку для автоматизированных испытаний.
В современных производственных системах значительное внимание уделяется применению вычислительной техники. Две ЭВМ типа Systime 5000E, построенные на основе процессоров PDP 11/34E фирмы DEC, управляют металлорежущим и транспортировочным оборудованием, которое входит в состав системы SCAMP
На примере завода в Медоне можно увидеть еще одну особенность гибких производственных систем: иной, чем прежде, состав обслуживающего персонала. Такие системы требуют меньшего числа операторов, нежели традиционные станочные участки, причем существенно сокращается применение неквалифицированной рабочей силы, поскольку однообразные операции по перемещению изделий и материалов выполняют роботы. Кроме того, снижается потребность в станочниках высокой квалификации, так как значительную часть их работы выполняют компьютеризованные обрабатывающие установки. С другой стороны, необходимо больше технических специалистов для программирования оборудования (а также для выполнения других относительно сложных операций, например ремонта в случае выхода оборудования из строя). Приведенная диаграмма иллюстрирует сравнительное распределение рабочей силы по категориям на заводе в Медоне и на эквивалентном ему традиционном предприятии.

Гибкая производственная система SCAMP: 1,2 - двухко-ординатно-расточный станок фирмы 'Колчестер', управляемый компьютером; 3, 4 - пятикоординатно-расточный станок фирмы 'Колчестер', предусматривающий возможность сверления и фрезеровки; 5 - управляемый компьютером станок фирмы 'Сикесу' для снятия фасок с зубчатых колес; 6 - зубодолбежный станок фирмы 'Сикесу'; 7 - матричный цилиндрический шлифовальный станок, управляемый компьютером; 8 - зуборезный (зубофрезерный) станок фирмы 'Сикесу'; 9 - протяжной станок фирмы 'Кларксон'; 10 - детали транспортируются конвейерами на паллетах, непрерывно перемещающихся по кругу от одного рабочего места к другому; 11 - на каждую паллету нанесен свой кодовый номер, благодаря чему компьютер может следить за перемещением данной паллеты по всей системе. Кодовый номер считывается на постах задания очередности (15); 12 - с помощью датчиков, установленных на постах загрузки-разгрузки станков, компьютеры определяют местоположение каждой паллеты, идентифицируя ее номер; 13 - лосты загрузки-разгрузки. Видеодисплеи на каждом таком посту информируют оператора о том, когда следует установить на конвейер следующую заготовку или снять оттуда уже обработанную деталь. При выполнении требуемой продедуры оператор передает на компьютер соответствующее сообщение; 14 - стопорно-пропускные механизмы, которые приводятся в действие сжатым воздухом. Здесь паллеты приостанавливаются на время, пока робот выполняет их загрузку-разгрузку; 15 - пост задания очередности обработки. Пневматические стопорные механизмы удерживают паллеты в нужном положении, пока робот производит их загрузку-разгрузку. Стопорно-пропускные устройства управляются компьютерами. Система SCAMP, разработанная британской фирмой 'Группа 600', состоит из целого ряда установок с ЧПУ и традиционных металлорежущих станков, связанных конвейерной линией; они осуществляют полный цикл токарно-фрезерной обработки самых разнообразных деталей. Роботы, которые поставляет японская-компания 'Фанук', помещают заготовки на различные участки конвейера. Такая система изготавливает широкий ассортимент изделий, например валы, зубчатые колеса и дискообразные детали. Продукция выпускается мелкими партиями - от 25 до 100 штук. Номенклатуру выпускаемых изделий можно менять, модифицируя программы, которые управляют этой сетью станков и заложены в двух компьютерах Systime, контролирующих работу системы SCAMP. Весь описанный комплекс создан фирмой 'Группа 600' при финансовой поддержке правительства Великобритании в рамках проекта, цель которого состояла в проверке различных концепций гибкого автоматизированного производства. Во внерабочее (для людей) время система могла функционировать практически без участия операторов
Сюда не включены рабочие самой низкой квалификации - те, кто производит уборку и другие вспомогательные работы. Труд этих людей, по крайней мере в обозримом будущем, мало изменится, несмотря на внедрение такого рода передовой автоматизации. Разработка роботов, способных, например, удалять металлические заусенцы и волосовины с готовых изделий или смазывать движущиеся части механизмов, еще далека от завершения. Эта тенденция иллюстрируется наглядным графиком, который несколько лет назад составил профессор Токийского университета Хироюки Иосикава. Здесь показано, с какой степенью "легкости" могут быть ликвидированы в результате автоматизации те или иные рабочие специальности. Из анализа графика следует, что рабочих относительно высокой квалификации - например, занимающихся сборкой или обработкой деталей на станках (средняя часть графика) - проще заменить машинами, чем персонал более низкой категории, скажем уборщиков. И только если рабочий поднимается по ступеням мастерства (к верхней части графика), вероятность его вытеснения компьютеризованными установками постепенно снижается.
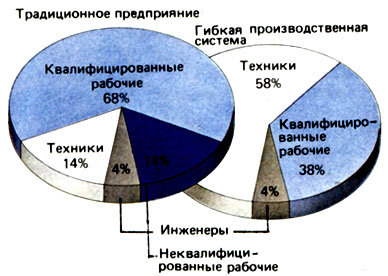
Эволюция занятости. На предприятии в Медоне распределение рабочей силы по специальностям отличается от того, что существует на традиционных автомобильных заводах. На указанном предприятии процент квалифицированных рабочих практически вдвое ниже
Подобный процесс, когда машины берут на себя выполнение достаточно интересных производственных операций, оставляя на долю людей относительно грязные и малопривлекательные работы, Иосикава назвал "неравномерной автоматизацией". Под этим он подразумевает, что автоматизацией охвачена лишь часть производственных операций. Поэтому создание роботов и других программируемых устройств, способных выполнять такого рода вспомогательные операции, позволило бы достичь гораздо лучших результатов.
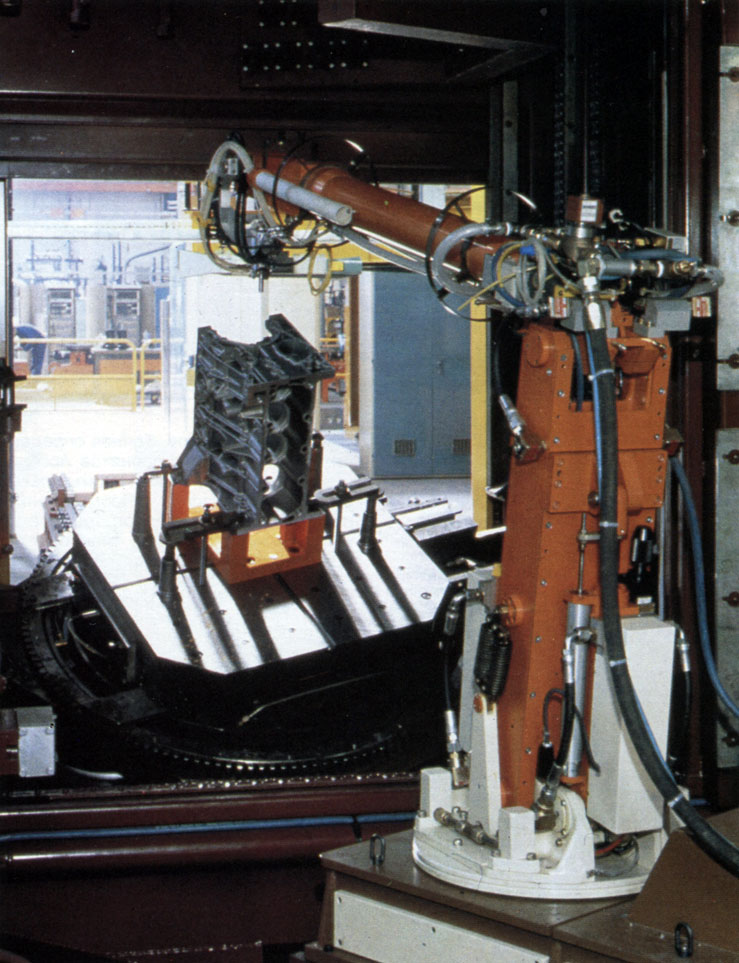
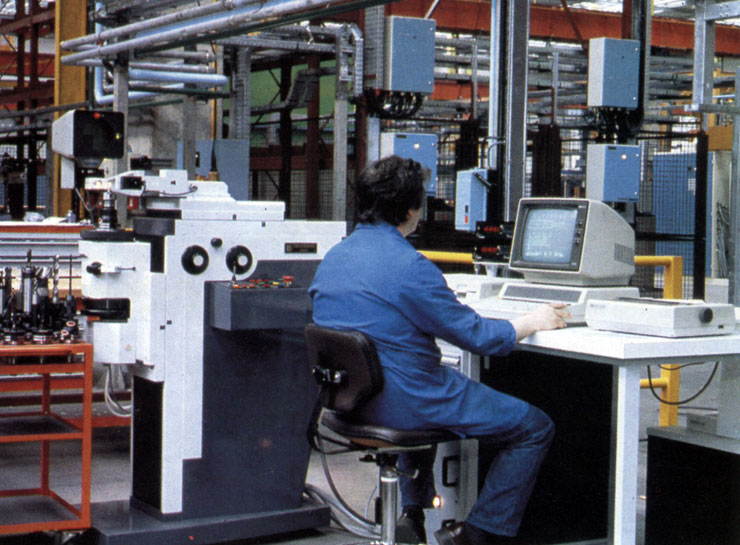
На автомобильном заводе фирмы 'Ситроен' в Медоне (Франция) роботы решают множество задач; на верхнем снимке робот с пятью степенями свободы очищает картер двигателя на посту промывки перед тем, как этот узел автомобиля отправится на измерительный стенд. Операторы управляют работой гибкой производственной системы в Медоне, подавая команды с терминалов на компьютеры (нижний снимок)
На автомобильном заводе фирмы 'Ситроен' в Медоне (Франция) роботы решают множество задач; на верхнем снимке робот с пятью степенями свободы очищает картер двигателя на посту промывки перед тем, как этот узел автомобиля отправится на измерительный стенд. Операторы управляют работой гибкой производственной системы в Медоне, подавая команды с терминалов на компьютеры (нижний снимок)
Разумеется, вытеснение людей из заводских цехов не должно быть самоцелью. Процесс замены рабочих компьютеризованными установками вписывается в общую долгосрочную тенденцию, наблюдающуюся сейчас в развитых странах: все меньше людей вовлекается в промышленное производство и в то же время растет число тех, кто занят в "индустрии услуг", например работает в сфере здравоохранения, доставляет товары заказчикам, трудится в учреждениях и т. д. За последние 20 лет появление новых видов автоматизированного оборудования и уменьшение количества людей, работающих в промышленности, привели к тому, что во многих промышленно развитых странах выработка в расчете на каждого занятого в сфере производства существенно возросла. Доля оплаты труда в общих производственных расходах неуклонно снижается. В то же время промышленные компании западных стран, пользуясь преимуществами, которые дают повышенная точность, гибкость и (во многих случаях) быстродействие нового автоматизированного оборудования, приходят к выводу, что теперь можно выпускать продукцию с большей эффективностью при пониженных затратах.
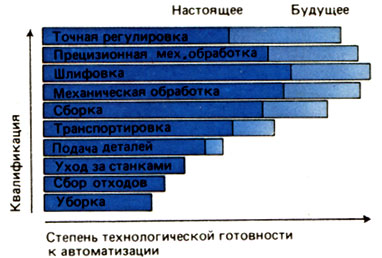
Неравномерная автоматизация. На диаграмме показано, в какой степени автоматизированные установки могут заменить рабочих на тех или иных производственных операциях. Операции, требующие относительно высокой квалификации, например, обработку на металлорежущих и шлифовальных станках, гораздо проще автоматизировать, чем такие малоквалифицированные работы, как уборку; последние еще долго будут оставаться уделом людей
В условиях острой конкуренции на мировых рынках у многих западных промышленных фирм не остается особого выбора в отношении того, следует ли внедрять новейшие средства автоматизации. Сегодня становится все более очевидным, что единственный способ выжить в этих условиях заключается в установке таких автоматических устройств, как роботы, на предприятиях мелкосерийного производства.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'