Глава 1. Общая концепция и принципы построения адаптивных РТК
1.1. Гибкая автоматизация и интеграция производства
Современный этап комплексной автоматизации промышленного производства характеризуется постепенным переходом к интегрированным научно-производственным комплексам (ИНПК), базирующимся на широком применении гибких средств автоматизации и вычислительной техники на протяжении всего производственного цикла - от научных исследований до выпуска готовой продукции. При этом автоматизация собственно производства заключается в создании работотехнологических комплексов (РТК) и на их основе гибких автоматических производств (ГАП). В рамках ГАП все РТК и обслуживающие их системы управляются от сети ЭВМ. Это придает им необходимую гибкость по отношению к возможным изменениям номенклатуры или типоразмеров выпускаемой продукции.
Появление и широкое использование ГАП знаменует новый этап в автоматизации и интенсификации производства. Чтобы лучше понять особенности этого этапа, а также выявить современные тенденции автоматизации и интеграции производства, проанализируем структуру и функции ГАП как элемента ИНПК.
Главное достоинство ГАП- гибкость в сочетании с высоким уровнем автоматизации производства. Это принципиально новое свойство обеспечивается в основном за счет автоматизации программирования и управления оборудованием ГАП на базе средств вычислительной техники, поэтому структуру и организацию работы ГАП целесообразно рассматривать с позиций современной теории управления. С этой точки зрения ГАП представляет собой сложный самонастраивающийся технологический комплекс, включающий в себя: 1) производственную систему; 2) систему автоматического управления; 3) информационную систему; 4) систему связи.
Производственная система - это главный элемент ГАП, определяющий его назначение и технологические возможности. В состав производственной системы входят основное технологическое оборудование, роботы, транспортные, складские и контрольно-испытательные системы, а также вспомогательное оборудование (технологическая оснастка, системы подачи материалов и удаления отходов производства и т. д.). Следует отметить, что состав и компоновка используемого оборудования в значительной степени определяют производительность и технологическую гибкость ГАП, т. е. возможность быстрой перестройки технологии производства при изменении выпускаемой продукции или при отказах отдельных единиц оборудования.
С позиций теории автоматического управления производственная система ГАП представляет собой совокупность сложных взаимосвязанных объектов управления. Для обеспечения согласованной работы этих объектов в автоматическом режиме служит система автоматического управления. Эта система сопряжена с объектами управления с помощью каналов прямой и обратной связи.
Основными функциями системы автоматического управления являются программирование работы оборудования ГАП в соответствии с заданной технологией и фактическое осуществление этой технологии путем подачи соответствующих управляющих воздействий на приводы рабочих органов и механизмов. Эти функции задаются с помощью гибких алгоритмов, которые реализуются на базе иерархически организованной локальной вычислительной сети. На низшем уровне этой сети, реализующем алгоритмы управления оборудованием, обычно используются микропроцессоры и микро ЭВМ. На более высоких уровнях, осуществляющих планирование, программирование и оптимизацию технологических процессов, чаще всего применяются мини-ЭВМ.
Функциональные возможности и гибкость системы автоматического управления ГАП определяются алгоритмическим и программным обеспечением, которое реализуется в локальной вычислительной сети, поэтому разработка эффективных методов и алгоритмов управления оборудованием с помощью ЭВМ является одной из важнейших проблем гибкой автоматизации. Решение этой проблемы невозможно без соответствующего информационного обеспечения, реализуемого информационной системой ГАП. В состав этой системы входят автоматизированные банки данных (АБД), содержащие имитационную модель ГАП, данные о производственной программе, поставках заготовок, учете готовой продукции и т. п., а также распределенная система датчиков, встроенных в элементы и узлы производственной системы. Информация, получаемая с датчиков, характеризует текущее состояние оборудования ГАП, поэтому она используется в системе автоматического управления как обратная связь. Сигналы обратной связи позволяют автоматически корректировать управляющие программы и воздействия с целью обеспечения стабильности в работе производственной системы. Они используются также для контроля и диагностики состояний оборудования ГАП.
Обмен информацией между описанными системами ГАП осуществляется через систему связи, которая представляет собой разветвленную сеть связи, содержащую соответствующие типы данных, интерфейсы и т. п. Через систему связи осуществляется также связь ГАП с внешними автоматизированными системами, организующими его эффективную и бесперебойную работу. Эти внешние системы можно рассматривать как своеобразную надстройку над ГАП, в состав которой входят: 1) автоматизированная система управления предприятием (АСУП); 2) автоматизированная система научных исследований (АСН И); 3) система автоматизированного проектирования (САПР); 4) автоматизированная система технологической подготовки производства (АСТПП). Совокупность названных систем по существу представляет собой автоматизированную систему организации и информационного обеспечения производства.
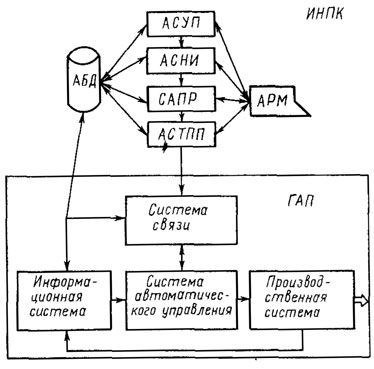
Рис. 1.1. Структура ГАП в составе интегрированного научно- производственного комплекса
Объединение ГАП и АСУП, АСНИ, САПР и АСТПП приводит к принципиально новой инфраструктуре-интегрированным научно-производственным комплексам (ИНПК). Структура ГАП в составе ИНПК изображена рис. 1.1.
В отечественной технической литературе ИНПК принято называть более кратко (хотя и менее точно) интегрированными производственными комплексами (ИПК). Что же касается зарубежной литературы, то в ней широко используются термины "Computer Integrated Manufacturing," (CIM) и "Integrated Computer - Aided Manufacturing" (IСAM).
Наибольшая гибкость и эффективность ГАП достигается при его работе в составе ИНПК. В этом случае люди полностью освобождаются от непосредственного участия в технологическом процессе. Их роль сводится только к организации гибкого производства с помощью ЭВМ, объединенных в единый вычислительный центр ИНПК. При этом на людей возлагаются по крайней мере три важные функции:
- постановка задач производства (указание номенклатуры изделий и объема серий, формулировка технико-экономических показателей и т. п.);
- общее руководство производством и принятие управленческих решений (организация загрузки оборудования ГАП, долгосрочное и оперативное планирование производства, диспетчирование и т. п.);
- творческая деятельность на этапах научных исследований, проектирования продукции и технологической подготовки производства.
Следует заметить, что первые две функции, реализуемые в АСУП, будут оставаться в основном за людьми даже при очень высоком уровне автоматизации. И дело здесь вовсе не в сложности или принципиальной невозможности переложить интеллектуальные функции на ЭВМ. Речь идет скорее о соображениях социально-экономического и этического характера: ИНПК должны удовлетворять определенные потребности общества. Поэтому организация их работы, принятие и утверждение управленческих решений (т. е. придание им юридической силы) должны возлагаться на людей, знающих эти потребности.
Что же касается третьей функции, реализуемой в АСНИ, САПР и АСТПП, то границы, разделяющие творческую деятельность от рутинной, не творческой, очень размыты и диалектически изменчивы. Естественно ожидать, что по мере развития вычислительной техники и связанных с ней систем искусственного интеллекта все большая часть труда, требующего творческого участия человека, будет формализовываться и передаваться ЭВМ. На современном этапе развития ИНПК АСНИ, САПР и АСТПП работают обычно в режиме диалога между человеком и ЭВМ. На практике это реализуется с помощью автоматизированных рабочих мест (АРМ) научных сотрудников, конструкторов и технологов. Перечисленные АРМы органически входят в состав АСНИ, САПР и АСТПП и связаны с соответствующими конструкторско-технологическими банками данных и знаний.
Новая технология проектирования изделий и подготовки управляющих программ с помощью АСНИ, САПР и АСТПП принципиально отличается от традиционной автоматизации документооборота. При этом обмен информацией как внутри рассматриваемых систем, так и между ними осуществляется по каналам связи через машинные носители информации (магнитные ленты, диски и т. п.). Такой безбумажный информационный обмен, называемый еще безбумажной информатикой, не только освобождает людей от трудоемкой работы с потоком бумаг (сводки данных, схемы, распечатки программ, чертежи и т. п.), но и дает возможность резко увеличить информационные потоки и тем самым повысить производительность и качество проектных решений.
Следует заметить, что в настоящее время не существует единого общепризнанного определения понятия ГАП. Даже сокращение ГАП трактуется в литературе по-разному. Одни авторы (см., например, [33, 34, 53, 75, 78]) подразумевают под ГАП гибкое автоматизированное производство, другие - гибкое автоматическое производство. Следует также отметить, что вместо термина ГАП часто используется термин "гибкая производственная система" (ГПС), установленный ГОСТ 26228-84, или термин "гибкая автоматическая производственная система" (ГАПС). Терминологическим эквивалентом понятия ГАП в зарубежной литературе является термин "Flexible Manufacturing System" (FMS). Как видно из самого термина ГАП, важнейшую роль при определении этого понятия должны играть такие неотъемлемые признаки, как гибкость и автоматизм.
В общем случае под гибкостью понимается и способность к перестройке производства путем перепрограммирования и переналадки оборудования ГАП на выпуск новой продукции, и возможность широкого маневрирования при выборе или замене подходящего оборудования и технологии производства, и быстроту реакции ГАП на внутренние и внешние производственные возмущения с соответствующей самонастройкой системы управления. Эти свойства можно трактовать как важнейшие достоинства и отличительные черты ГАП по сравнению с обычными автоматическими линиями или заводами-автоматами с жесткой технологией. Последние служат, как известно, для массового производства одной и той же продукции. Переход на выпуск новой продукции в рамках жестких автоматических производств либо вообще невозможен, либо сопряжен со сложной реконструкцией, требующей больших затрат, поэтому такие автоматические линии и заводы можно рассматривать как своеобразный антипод ГАП.
Достоинства ГАП особенно ярко проявляются в мелкосерийном производстве с широкой и изменяющейся номенклатурой. В этом случае степень гибкости характеризуется номенклатурой и объемом серий выпускаемой продукции, а также временем и трудоемкостью перестройки производства с одного вида продукции на другой. Интуитивно ясно, что гибкость ГАП тем больше, чем шире номенклатура изделий и объем выпускаемых серий. Что же касается времени и трудоемкости перестройки производства с одной серии на другую, то эти показатели определяют не столько гибкость, сколько эффективность ГАП.
Исходя из этих соображений, уточним (и тем самым сузим) понятие гибкости по сравнению с приведенным выше определением, которое является слишком широким. С этой целью введем понятие класса выпускаемой продукции, по отношению к которому и определим гибкость ГАП. Под классом, выпускаемой продукции будем понимать номенклатуру изделий, а при фиксированной номенклатуре - число типов изделий (например, число различных типоразмеров данного изделия). В общем случае класс выпускаемой продукции характеризуется также объемом серий, технологической сложностью изделий, качеством продукции и т. п.
Будем говорить, что ГАП является гибким в заданном классе выпускаемой продукции, если обеспечивает выпуск любой продукции из этого класса путем автоматической настройки (самонастройки) системы управления и оборудования на соответствующий технологический процесс. Из данного определения следует, что при любом переходе с одного вида продукции на другой (не выводящем из заданного класса выпускаемой продукции) ГАП обеспечивает выпуск новой продукции по прошествии некоторого времени самонастройки, необходимого для автоматической перестройки производства. В этом смысле ГАП действительно самонастраивается на выпуск любой продукции из заданного класса.
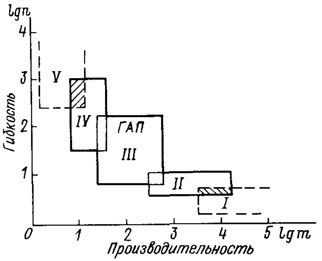
Рис. 1.2. Области применения ГАП
Обычно ГАП проектируется в расчете на заданный класс выпускаемой продукции. Это связано с тем, что потребность в тех или иных видах продукции может непредсказуемо изменяться в зависимости от спроса. ГАП должен отслеживать подобные колебания спроса, всякий раз приспосабливаясь к новым требованиям. Заметим, что чем шире класс выпускаемой продукции, тем обычно труднее создать соответствующий ГАП.
В зависимости от степени и характера участия людей в производственном процессе режим работы ГАП может быть автоматическим или автоматизированным. В автоматическом режиме производственный процесс осуществляется без непосредственного участия человека. Роль человека при этом сводится только к наблюдению за функционированием производственной системы, к наладке и ремонту оборудования.
В автоматизированном режиме допускается ограниченное участие человека в производственном процессе. Люди могут, например, управлять отдельными единицами оборудования, устанавливать заготовки, загружать палеты и т. п.
Современные, наиболее совершенные ГАП в первую смену обычно работают в автоматизированном режиме, а во вторую и третью смены - в автоматическом. В будущем, по-видимому, появятся ГАП, которые смогут работать в автоматическом режиме круглые сутки, т. е. без деления на смены. При этом вся конструкторская документация и информация, необходимая для автоматического управления ГАП, будет храниться на машинных носителях и считываться с них по мере необходимости. Таким образом, в ГАП фактически реализуются принципы гибкой безлюдной технологии и безбумажной информатики.
ГАП и ИНПК на их основе играют важную роль в комплексной автоматизации промышленного производства. Чтобы наглядно охарактеризовать эту роль, обратимся к рис. 1.2. Здесь в пространстве двух показателей (п - номенклатура изделий и т - объем годового выпуска) изображены (в логарифмическом масштабе) области I-V соответствующие наиболее эффективному использованию различных средств автоматизации.
Область I характеризуется малой номенклатурой изделий и большим объемом годового выпуска, поэтому она соответствует автоматическим поточным линиям и специализированным станкам-автоматам. Эти традиционные средства автоматизации имеют малую гибкость, поскольку рассчитаны на выпуск одной и той же продукции (различающейся, может быть, лишь типоразмерам). Однако их производительность обычно очень высока.
Для единичного и экспериментального производства характерно постоянное изменение номенклатуры выпускаемой продукции. В этих условиях широко используются станки с ЧПУ, обрабатывающие центры и т. п. Они обеспечивают большую гибкость производства при сравнительно низкой производительности. Этому оборудованию и типу производства соответствует область V.
Области II-IV занимают как бы промежуточное положение между областями I и V. При этом область II соответствует крупносерийному производству, область III - средне серийному, а область IV - мелкосерийному. Совокупность областей II-IV характеризует условия, при которых целесообразно использовать ГАП. В этих условиях много номенклатурного производства достигается разумный компромисс между производительностью и гибкостью средств автоматизации.
Сравнительный анализ взаимного положения областей I-V позволяет определить роль и значение ГАП в комплексной автоматизации производства следующим образом: применительно к условиям мелко-, средне- и крупносерийного производства ГАП соединяет преимущества массового производства с присущей ему высокой производительностью с достоинствами единичного производства, обладающего большой гибкостью. Надо отметить, что на рис. 1.2 все соседние области пересекаются. Этот факт говорит о том, что зачастую невозможно провести четкие границы между областями наиболее целесообразных применений ГАП и традиционных средств автоматизации. Тем не менее общая граница областей II, III и IV, обведенная на рис. 1.2 жирной линией, определяет те классы выпускаемой продукции (по номенклатуре п и по объему выпуска т), для которых целесообразно создавать ГАП.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'