Современные тенденции применения роботов для дуговой сварки
В последние годы наметились две основные тенденции в области применения сварочных роботов: 1) переход от универсальных роботов к специализированным; 2) групповое использование роботов с необходимой околороботной оснасткой.
Первые роботы, созданные около 20 лет назад, были универсальными, т. е. предназначались для сварки, окраски, сборки и т. д. Наибольшей универсальностью, бесспорно, обладают роботы антропоморфного типа, в какой-то степени выполняющие функции человеческой руки. Тенденция создания специализированных роботов вызвана в первую очередь сложностью и высокой стоимостью универсальных роботов, а также избыточностью имеющихся возможностей при использовании их для конкретного вида операций (например, дуговой сварки).
Потребность в специализированных роботах для дуговой сварки объясняется следующим:
процесс дуговой сварки наиболее благоприятно протекает в нижнем положении, и роботизированное сварочное рабочее место стараются, как правило, организовать соответствующим образом, используя для этого специальную околороботную оснастку;
анализ сварных конструкций показывает, что протяженность швов длиной до 500 мм составляет около 60% общей длины всех свариваемых швов; 60% от общего количества свариваемых соединений изделий имеют длину до 1 м; изделия шириной до 500 мм - 65,6%, высотой до 300 мм - 69,8%.
Таким образом, необходимые для дуговой сварки функции полностью обеспечиваются портальными роботами с прямоугольной системой координат и роботами типа SCARA. Оба типа роботов значительно проще в части механики и системы управления, дешевле роботов антропоморфного типа и занимают меньшие производственные площади.
Многообразие сварных конструкций по форме, размерам и расположению швов требует в каждом конкретном случае индивидуального подхода при проектировании РТК или сварочного роботизированного участка. Количество рабочих мест в РТК или на участке определяется из условий получения оптимальной производительности, особенностей, связанных с расположением сварных швов на изделии, необходимостью кантования изделия и т. д.
При наличии набора средств (сварочных роботов, механизмов перемещения робота на необходимое расстояние, поворотных и неповоротных колонн, кантователей и т. д.) легко компонуется наиболее оптимальный по содержанию, форме и стоимости РТК или роботизированный сварочный участок с привязкой его к конкретным условиям. РТК или роботизированный сварочный участок должны обеспечивать полный перевод на роботизированную сварку одного или нескольких типов сварных конструкций, для чего, как правило, требуется несколько роботов. Частичный перевод на роботизированную сварку изделий невыгоден экономически и технически.
Таким образом, широкая роботизация процессов дуговой сварки у подавляющего числа потребителей может быть решена на основе комплекта оборудования, включающего в себя простой и дешевый подвесной робот с ограниченной зоной обслуживания (рис. 6, а), средства перемещения этого робота, а также несколько типов вращателей (рис. 6, б).
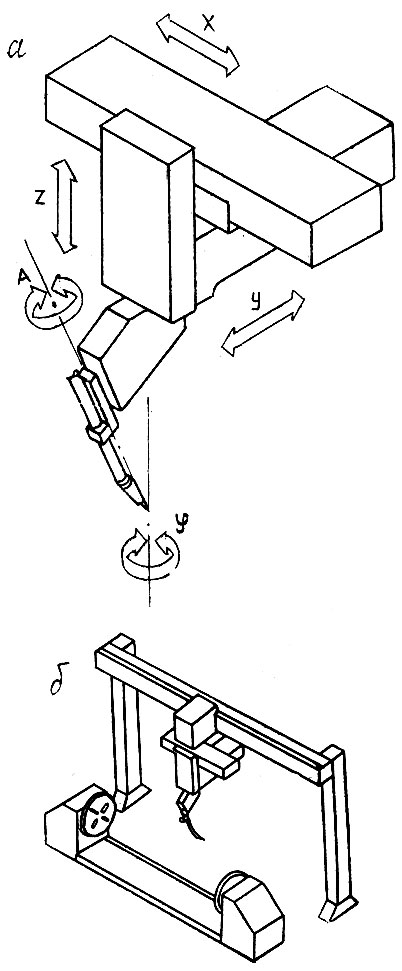
Рис. 6. Общий вид: а - РО-модуля; б - типичной компоновки РО-модуля и вращателя
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'