Системы адаптации сварочных роботов и перспективы их использования в составе РТКД-1
Существует большое количество датчиков слежения для дуговой сварки, основанных на различных физических принципах и предназначенных для решения различных задач. Однако в составе сварочных роботов применяются лишь некоторые из них, что объясняется в первую очередь универсальностью оборудования и, следовательно, требованием универсальности датчиков.
Одной из самых простых является система установочной адаптации, впервые разработанная японской фирмой "Син Мейва". Эта система позволяет ориентировать ранее обученную траекторию сварки в пространстве в соответствии с расположением реального стыка (изделия). На сварочную проволоку подается высокое напряжение (600 В, 400 Гц) и манипулятор движется в выбранном направлении до момента касания проволоки с деталью. В этот момент происходит замыкание электрической цепи проволока - деталь. По сигналу короткого замыкания приводы манипулятора тормозятся и координаты точки касания заносятся в память ЭВМ. Таким же способом получают координаты всех необходимых точек. Затем в ЭВМ происходит сравнение координат одноименных точек касания, полученных при "ощупывании" эталонного и реального изделий и осуществляется перенос обученной траектории на реальное изделие с учетом его сдвига в пространстве относительно эталонного. Примеры работы системы установочной адаптации приведены на рис. 4.
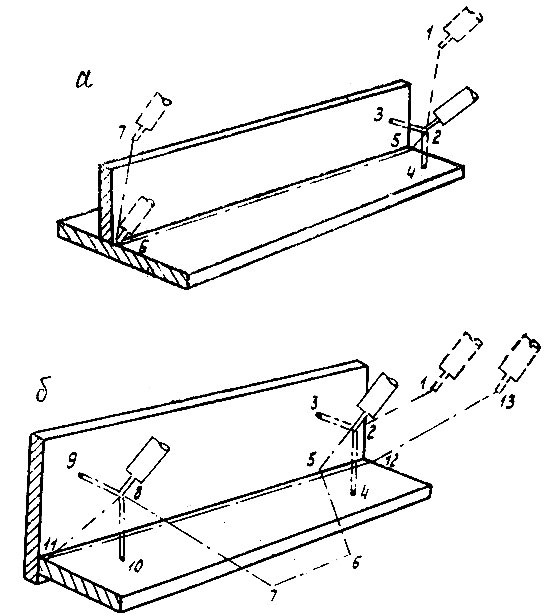
Рис. 4. Примеры сенсорного поиска по двум (а) и четырем (б) точкам
Достоинство систем установочной адаптации - отсутствие дополнительных датчиков, загромождающих зону сварки и снижающих маневренность горелки. К недостаткам рассмотренных систем следует отнести невозможность отслеживания траектории стыка в случае изменения ее формы относительно обученной траектории на эталонном изделии.
Особое место занимают системы адаптации с использованием сварочной дуги в качестве датчика стыка (дуговые сенсоры), применение которых позволяет производить измерения положения горелки относительно стыка непосредственно в точке сварки. Это исключает необходимость учета транспортного запаздывания, не требует размещения в зоне сварки каких-либо дополнительных измерительных устройств, обеспечивает измерение положения соединения относительно самой сварочной дуги, благодаря чему на точность наведения не влияют износ направляющих элементов сварочного инструмента, неточность правки электродной проволоки и магнитное дутье.
В большинстве известных систем в качестве информационного параметра используют сварочный ток или напряжение на дуге в зависимости от крутизны характеристики источника питания: ток - при сварке, на пологопадающей и жесткой характеристиках, напряжение - на крутопадающей. Значительно более широкие технологические возможности предоставляет сканирование дуги поперек стыка, которое достигается либо механическим перемещением электрода, либо путем отклонения сварочной дуги магнитным полем (рис. 5).
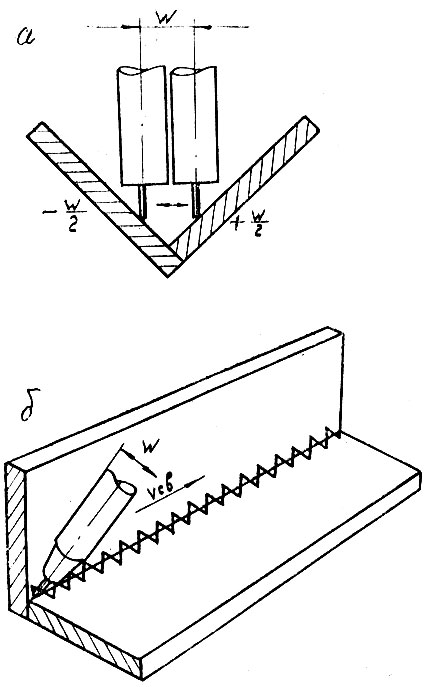
Рис. 5. Иллюстрация работы дугового сенсора в сечении (а) и общий вид (б)
Измеряя параметры дугового процесса во времени и сопоставляя результаты измерений с фазой сканирования, можно получить информацию о положении линии стыка при всех видах сканирования, а также о ширине разделки при электромеханическом сканировании.
Адаптивные системы, построенные на рассмотренном принципе, появились на рыке сбыта за рубежом сравнительно недавно. Лучшие из них позволяют отслеживать траекторию стыка при скорости сварки до 16 мм/с.
В настоящее время большое внимание уделяется системам адаптации с использованием визуальной информации для наведения электрода на стык и корректировки параметров сварки (оптические сенсоры). Большинство систем, подобного рода работают на принципе активной триангуляции, гарантирующем получение информации о расположении поверхности в трехмерном пространстве. Принципиально эти системы дозволяют решить не только вопрос ориентации электрода относительно стыка (геометрическая адаптация), но и скорректировать режим сварки в соответствии с конфигурацией стыка (технологическая адаптация). Однако создание оптических сенсоров сопряжено со значительными трудностями, связанными со сложными комплектующими (полупроводниковые лазеры, фильтры, ПЗС-матрицы, световоды), сложностью обработки информации, от датчика, большими объемами вычислений, необходимостью защиты датчика от воздействия сварочной дуги. Кроме того, данные системы адаптации по цене превышают стоимость самих РТК, что значительно сдерживает процесс их освоения.
Опыт эксплуатации комплексов РТКД-1 показал, что во многих случаях их внедрение сдерживается из-за отсутствия системы адаптации. В настоящее время РТКД-1 оснащаются системой установочной адаптации, что расширит область применения комплекса. Согласно испытаний наибольший эффект системы установочной адаптации дают при сварке длинных швов с плоскопараллельным сдвигом в пространстве. При обработке коротких швов с использованием данной системы резко увеличивается основное технологическое время, что нежелательно в условиях производства.
Наряду с оснащением комплекса установочной адаптацией проводятся работы по вводу в состав РТКД-1 дугового сенсора. Предполагается совместное использование: 1) системы установочной адаптации - для нахождения точки начала сварки; 2) дугового сенсора - для текущей геометрической адаптации. При этом выполняется важное требование, предъявляемое к системам адаптации: в зону, сварки не вводятся дополнительные устройства, что позволяет сохранить маневренность горелки.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'