Окраска распылением
Окраска - это покрытие поверхности жидкой смесью, представляющей, как правило, растворенный в жидкости твердый пигмент. Окраска производится с целью защиты поверхности и для ее украшения. Процесс окраски известен еще с глубокой древности.
Вплоть до начала 30-х годов XX в. окраска производилась исключительно кистью, после чего требовалось несколько часов, чтобы краска высохла. Это создавало определенные трудности для стремительно развивавшейся в то время автомобильной промышленности, так как кузова автомобилей должны были долго сохнуть после окраски. Требовались большие площади цехов со специальными термическими условиями (сушилки), использовавшиеся непродуктивно, что отрицательно влияло на производительность. Краска при высыхании собирала пыль или стекала, что увеличивало процент брака. Не удивительно поэтому, что постоянно делались попытки создания новой технологии окраски, которые привели в конце концов к тому, что красить стали быстросохнущей краской, распыляя ее через пульверизатор вместе со струей воздуха. В настоящее время окраска распылением благодаря массовому выпуску различных аэрозолей и бытовых пульверизаторов стала обычной даже в домашних условиях.
Практически каждому из нас приходилось в жизни пользоваться тем или иным видом окраски распылением. Для того чтобы избежать подтеков и получить равномерно окрашенную поверхность, необходимо держать пульверизатор в постоянном движении, и каждый знает, как непросто добиться того, чтобы окрашенная поверхность имела "профессиональный" внешний вид. Даже самый опытный оператор, окрашивая изо дня в день однотипную деталь, никогда точно не повторяет траекторию движения. Наоборот, на основе накопленного опыта и знаний он будет все время корректировать свои действия и принимать новые решения о том, в какой последовательности и как долго красить поверхность. Другими словами, окраска - это скорее искусство, чем ремесло. Такой вывод очень важен при оценке пригодности промышленного робота к выполнению этой операции.
Теперь рассмотрим, в каких условиях ему приходится работать. Производственная среда на операции окраски - одна из худших на производстве. Защищенная от пыли зона окраски, где поддерживается постоянная температура, должна быть как можно меньше по объему. Поначалу окрасочные камеры можно было назвать "камерами смертников", но затем, после принятия ряда законов, были предусмотрены меры по сохранению здоровья операторов и обеспечению их безопасности.
Используемые при окраске растворители очень токсичны и создают ядовитую среду, поэтому должна быть обеспечена интенсивная вентиляция, доставляющая достаточное количество свежего воздуха для дыхания оператора. Обычной для рабочих стала специальная одежда, включающая различные маски, респираторы и противогазы. Нелегко провести целую смену в противогазе, да еще выполняя очень сложную, требующую особенного внимания работу.
Прибавьте к этому и повышенный уровень шума в окрасочных камерах, создаваемого вытекающей из пульверизатора струей, которого вполне достаточно, чтобы серьезно повредить барабанные перепонки. Правила техники безопасности обязывают поэтому операторов носить также и наушники. Другой проблемой является взрывоопасность, возникающая из-за высокой горючести используемых материалов, особенно в смеси с воздухом. Кроме того, некоторые пигменты, применяемые при окраске, являются канцерогенными веществами, поэтому в ряде стран приняты специальные законы о недопустимости использования на этой операции особенно вредных гидрокарбонатов.
Все эти обстоятельства заставляли задуматься о том, что сделать, чтобы в процессе окраски не участвовал человек.
Автомобильная промышленность, где впервые появились поточные сборочные линии, всегда была благодатной почвой для таких разработок, и именно здесь впервые появилось множество окрасочных машин. Правда, возможности таких машин ограниченны, и операторам приходится вручную докрашивать те места, которые пропустила или не смогла покрасить машина. Машины также расходуют больше краски. Как правило, они красят горизонтальными и вертикальными ходами по принципу возвратно-поступательного движения. Ряды таких пульверизаторов, питаемых от одной централизованной емкости с краской, перемещаются по заданной программе и способны окрашивать до 70-80% поверхности. Труднодоступные места кузова автомобиля (колесные дуги, внутренности багажника и двигательного отсека и т. д.) приходится докрашивать вручную, после того как кузов сошел с автоматической линии. Смена цвета краски должна быть заранее подготовлена и требует останова конвейера, так как нужно не только заменить краску в резервуаре, но и промыть все трубопроводы и пульверизаторы. И, кроме того, подобные окрасочные линии не обладают гибкостью, необходимой при переходе с одной модели кузова на другую. При изменении объекта производства приходится существенно перестраивать весь участок, менять расположение пульверизаторов, режимы и скорость их перемещений. Это требует значительных дополнительных капиталовложений и затрат времени.
Все эти проблемы можно решить с помощью промышленных роботов, однако те роботы, которые используются для этой операции, сильно отличаются от рассмотренных нами ранее.
Если во многих манипуляционных операциях, где роботы выполняют действия типа "взять - положить", большое значение имеют лишь начальная и конечная точки движения, а сам путь, как правило, значения не имеет, то при окраске распылением именно траектория движения играет принципиальную роль, а начальная и конечная точки могут располагаться даже за пределами рабочей зоны.
Современные конструкции специализированных окрасочных роботов обладают большой подвижностью, "изворотливостью", что позволяет окрашивать самые труднодоступные места, даже такие, которые не сможет окрасить (без перекантования изделия) самый опытный оператор.
Применяемые в автомобильной промышленности окрасочные камеры имеют небольшие размеры, что налагает определенные ограничения на диапазон движений робота (исключением являются некоторые крупные модели камер). Переделка камеры может очень дорого стоить, поэтому выгоднее разработать более компактный робот. Такой робот должен занимать места не больше, чем человек-оператор. Эти требования вызвали появление множества специализированных окрасочных роботов, среди которых особенно известен робот модели "Тральфа" норвежской фирмы "Де Вильбис". Этот робот наиболее широко используется для окраски в автомобилестроении, несмотря на высокую конкуренцию со стороны ряда европейских и японских фирм. Популярность этой модели, возможно, объясняется именно тем, что это узкоспециализированное устройство.
Робот "Тральфа" (рис. 37) состоит из двух основных узлов: первый представляет механогидравлический манипулятор с одной рабочей рукой (все окрасочные роботы однорукие); второй - электронную систему контурного управления с памятью на магнитной ленте. Манипулятор имеет пять суставов, которые по аналогии с человеческим телом можно назвать так: поясница (для поворота туловища вокруг вертикальной оси), плечо, локоть и двойной сустав кисти.
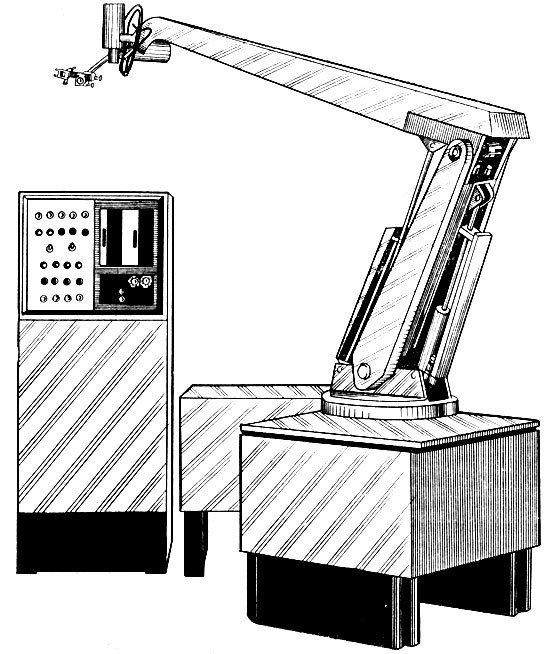
Рис. 37. Окрасочный робот 'Тральфа' фирмы 'Де Вильбис' (Норвегия)
Программирование робота производится путем проведения схвата манипулятора, находящегося на пониженном уровне питания (т. е. когда члены манипулятора "невесомы"), вручную (обычно это делает опытный оператор) по траектории, которая необходима для окраски детали. Система управления (контурного типа) запоминает траекторию и будет повторять ее по сигналу, например с фотоячейки, которая сообщает о том, что деталь появилась на конвейере.
Программы записаны на кассетах с магнитной лентой, и замена кассеты занимает считанные минуты. Может быть накоплена библиотека даже из нескольких сотен программ. При использовании робота можно применять любые типы пульверизаторов и наносить любые типы покрытий.
Роботизированная окраска распылением применяется не только в автомобильной промышленности, но и в других областях, где необходимо высокое качество финишного покрытия изделий и часто происходит смена объектов производства (например, нанесение эмали на внутреннюю поверхность домашней ванны).
Пионер роботостроения - фирма "Юнимейшн" (США) - считает, что для выполнения операции окраски можно с успехом применять различные модели универсальных роботов серии "Юнимейт". Однако специализация начинает проявляться и здесь - многолетний партнер фирмы "Юнимейш" фирма "Кавасаки Хеви Индастриз" выпустила специализированный окрасочный робот модели "Кавасаки-Юнимейт-9653/9753". В отличие от предыдущих моделей, работающих в полярных системах координат, эта модель работает в угловых координатах, что делает ее подвижнее, компактнее и позволяет окрашивать самые труднодоступные места. Робот имеет большую зону обслуживания и высокую точность позиционирования (±1,0 мм). Так как грузоподъемность его составляет 5 кг, он может работать с любыми типами пульверизатора. Робот может быть снабжен дополнительной степенью подвижности - транспортным перемещением до 3 м, что позволяет окрашивать движущиеся детали, не останавливая конвейер. По имеющимся сведениям, уже в ближайшем будущем роботизированные линии окраски кузовов автомобилей без останова конвейеров, с автоматическим переходом от одной модели к другой и возможностью автоматической смены цвета краски будут запущены на заводах таких фирм, как "Крайслер", "Форд", "Тоёта", "Датсун", "Дженерал Моторс".
Аналогичную многозвенную конструкцию имеет и другой довольно распространенный окрасочный робот серии 5000 фирмы "Начи-Фудзикоси", а также роботы серии РБ (Болгария) и отечественные модели "Контур" и "Колер".
Следует отметить, что при автоматической окраске очень ответственным узлом является пульверизатор, так как малейший перерыв в его работе или искажение параметров струи (например, в случае засорения) приводит к браку, который затем очень трудно исправить. Здесь, как и при дуговой сварке, наблюдается широкая кооперация фирм и предприятий, специализирующихся в робототехнике, с фирмами, имеющими большой опыт в создании автоматического окрасочного оборудования и оснастки.
Все указанные роботы имеют гидравлический привод и могут обучаться как с пульта заданием координат, так и по первому циклу. Во втором случае, однако, оператору при обучении приходится преодолевать значительную инерцию покоя, так как элементы манипулятора имеют большую массу. Поэтому, если робот имеет большие размеры или траектория окраски располагается слишком высоко над уровнем пола, обучение такого робота может представлять очень трудоемкую задачу. Пытаясь избежать этого, а также с целью создания ряда дополнительных преимуществ фирма "Холл Отомейшн" (Великобритания) предложила оригинальную конструкцию нового окрасочного робота "Компарм", который отличается компактностью, элегантным внешним видом и удобством в работе. Робот имеет модульную конструкцию, при этом различные сочетания модулей дают возможность окрашивать самые труднодоступные места кузова автомобиля. Для упрощения программирования использована специальная "учебная" рука, содержащая только подшипники и потенциометры для снятия координат и расположенная под углом 90 или 180 градусов к основной, рабочей руке. При обучении система управления мгновенно пересчитывает координаты, что дает возможность оператору одновременно с обучением производить учебную окраску ("учебной" рукой, которая гораздо легче) и контрольную окраску (рабочей рукой). На полу этот робот занимает места не больше, чем человек-оператор, однако по гибкости, величине зоны обслуживания и быстроте перемещений значительно превосходит его.
Перспективы применения роботов на операции окраски распылением, особенно в автомобильной промышленности, очень благоприятны. Специалисты полагают, что в дальнейшем роботизация будет развиваться в направлении создания комплексных систем окраски. В автомобильной промышленности появятся конвейеры с находящимися на сборке одновременно несколькими моделями автомобилей, которые необходимо красить в разные цвета, так что робот должен будет распознать модель с помощью ЭВМ и выбрать для нее соответствующую программу окраски. Процесс окраски будет производиться без останова конвейера.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'