Промышленные роботы сегодня
Уже давно никто не вспоминает роботов, которых более 60 лет назад Карел Чапек сделал главными героями своей книги "Восстание роботов". Собранные из большого количества жести, заклепок, электрических лампочек, с голосом, как из бочки, а быть может, и "сердцем", внешне они походили на человека и сейчас могут быть только предметом подражания для любителя мастерить или художника. Игрушечный робот из металла и пластмассы, который, если его завести, в состоянии "пройти несколько шагов", а то и посверкать огоньками, вызовет сегодня у ребенка лишь улыбку жалости: "Он же глуп, он может только ходить!". Заметим, кстати, что найти простое решение проблемы балансировки, т. е. сохранения равновесия шагающей игрушки-робота, достаточно трудно.
Промышленность не нуждается в роботах, сделанных по образу и подобию человека. Проблема разработки и создания промышленных роботов имеет технические, технологические, научные, экономические и другие аспекты. Существенные признаки технических систем и их элементов могут иметь сходство с известными системами и элементами из области биологии. Бионика, научная дисциплина, стоящая между биологией и техникой, заимствует для использования в технике решения или принципы у живой природы. К научным областям, занимающимся конструированием и созданием роботов, относятся в первую очередь физика, машиностроение, электроника и наука о труде.
За последние 20 лет роботы приобрели промышленное значение. И все же, несмотря на существенный прогресс, человечество стоит лишь на пороге использования этого великолепного достижения научно-технической революции. В предстоящие десятилетия в еще большей степени возрастет роль робототехники в преобразовании технологических процессов и автоматизации производства. Специалисты считают, что во второй половине 80-х - 90-х гг. промышленная робототехника, созданная на основе микроэлектроники, станет решающим фактором в области роста производства и высвобождения рабочих рук. Она таит в себе поистине революционные возможности, которые приведут, в первую очередь через комплексную автоматизацию и связанное с этим повышение технологического уровня, к коренным изменениям в структуре производства.
Промышленная робототехника открывает возможности для автоматизации в таких областях, где до сих пор она была невозможна либо требовала больших расходов, например в производстве изделий небольшими и малыми сериями.
Промышленная робототехника позволяет улучшать уже известные технологические и производственные процессы, повышать качество готовых изделий.
Оптимальное сочетание революционных и эволюционных изменений в области техники и в сфере производства, как в народном хозяйстве в целом, так и в его отдельных отраслях, - основное условие высокого темпа развития. Всеобъемлющая интенсификация производства и социалистическая рационализация, которые должны привести к кардинальному повышению технологического уровня и постепенному переходу к автоматизации целых участков выпуска готовой продукции, позволят в значительно больших масштабах, чем раньше, добиваться экономии рабочего времени и сокращения рабочих мест.
Высвобождающиеся рабочие руки помогут решить другие важные народно-экономические задачи. Зачастую комплексное использование промышленной робототехники, в свою очередь, приводит к усилению процесса рационализации.
Поколения роботов. Назначение промышленного робота - самостоятельно работать с инструментом, заготовками и материалами для автоматизации главных и вспомогательных производственных процессов. Он либо имеет фиксированную программу по одной или нескольким осям движения, либо приспособлен для самостоятельного выбора программ. Его основная задача - высвободить рабочие руки.
Понятие "промышленный робот" можно определить и более конкретно. Так, группа экспертов из Экономической комиссии ООН для Европы выработала следующее определение: "Промышленным роботом является автоматический, программируемый, гибкий многофункциональный манипулятор с регулируемым передвижением по различным осям, который, согласно программам, операциями перемещает материалы, детали, инструменты и специальное оборудование, выполняя множество задач. Наиболее часто он оснащен одной или несколькими рабочими руками, заканчивающимися шарниром. Его блок управления имеет запоминающее устройство. Иногда применяются сенсорные и другие дополнительные устройства, которые реагируют на внешнее воздействие. Подобные многофункциональные машины, как правило, предназначены для выполнения повторяющихся действий, но могут выполнять и другие функции без изменения оснастки".
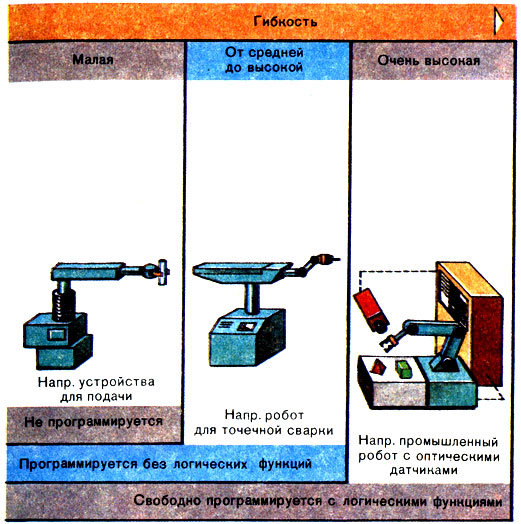
Различают промышленные роботы со специализированной и с гибкой программой процессов.
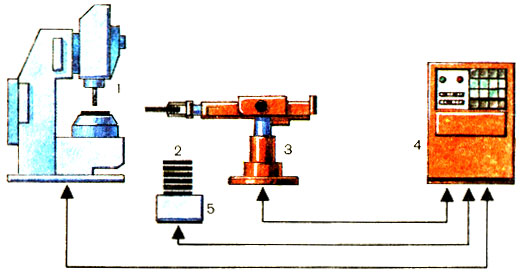
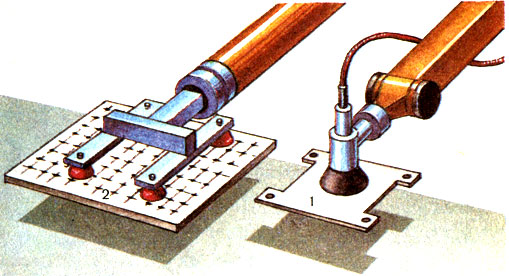
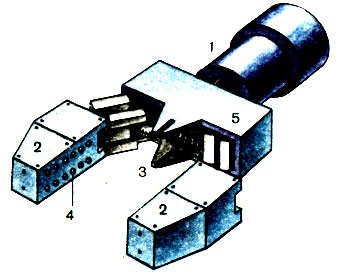
Загрузка заготовок промышленным роботом. 1 - станок, 2 - деталь, 3 - машинная часть робота, 4 - пульт управления роботом, 5 - магазин
Первые имеют жесткое соединение с самой машиной или ее оснасткой и предназначаются для выполнения какой-либо операции, например для загрузки (в том числе для установки и снятия обрабатываемых деталей) и для автоматической замены инструмента и обрабатываемых деталей.
Промышленные роботы с гибкой программой могут быть переоснащены для выполнения другой рабочей программы. Как правило, это роботы с точечным, линейным или сенсорным управлением. Они экономически выгодны при производстве малых и средних серий. Применяются они для загрузки машин, транспортировки и заполнения магазинов, укладки в штабеля, а также для манипулирования инструментом в технологических процессах, например при сварочных работах, ковке, покраске напылением, удалении загрязнений и т. п.
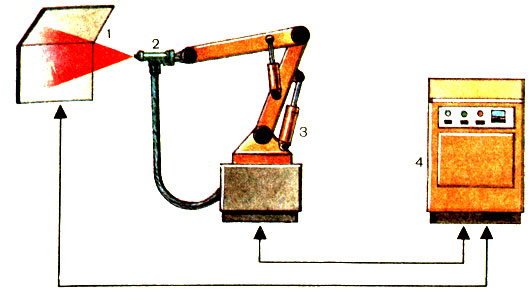
Перемещение инструмента промышленным роботом. 1 - деталь, 2 - инструмент, 3 - машинная часть робота, 4 - пульт управления роботом
Особенно эффективны роботы, которые в рамках заданных программ могут свободно манипулировать по нескольким осям, располагают рабочими грейферами (схватами) для использования инструмента. Высокая степень мобильности делает их в некотором роде универсальными.
В зависимости от объема получаемой информации и возможности ее обработки различают три поколения промышленных роботов. Роботы первого поколения имеют заданную функциональную программу, которая находится в блоке памяти, откуда можно многократно давать команду на исполнение и повторение того или иного движения. Такие роботы не умеют собирать и накапливать информацию об обрабатываемом объекте. Они связаны относительно жестко зафиксированными условиями рабочего процесса и не могут самостоятельно реагировать на внешние воздействия, поскольку их программа не учитывает состояния внешнего окружения. Однако и в будущем роботам первого поколения найдется применение наряду с роботами второго и третьего поколений.
Ко второму поколению относятся промышленные роботы с сенсорными, т. е. тактильными (метод прикосновения) и визуальными (видео), системами, которые обеспечивают координирование по методу "глаз - рука". В пределах заданной программы они могут приспосабливаться к определенным изменениям условий протекания процесса. В зависимости от получаемой информации о физических признаках обрабатываемой детали (форма, размеры, расположение и т. д.) и, соответственно, об определенных внешних условиях осуществляется управление "рукой" и грейфером робота. Таким образом, сенсоры в сочетании с системой управления обеспечивают роботу, правда в узких границах, свободу реагирования на окружающую среду, тем самым качественно улучшается выполняемая работа, существенно расширяются возможности применения, а в определенных случаях достигаются более благоприятные параметры в технологических процессах.
Промышленные роботы третьего поколения с автоматической обработкой информации и возможностью моделировать процессы и рабочие позиции называют также роботами с "искусственным интеллектом" или роботами с адаптивным управлением. Как технические системы, они располагают более высокой автоматизацией информационных процессов; это позволяет им фиксировать в своей памяти рабочий процесс, а также частично окружающую их среду и во время работы "вновь узнавать" их. Эти роботы управляют своими движениями на основании сравнения информации, полученной с помощью сенсоров, и информации, заложенной в памяти. Роботы могут самостоятельно изменять по меньшей мере одну из своих функций управления, корректировать ход выполнения функций и приспосабливаться к заданным ситуациям. Для выполнения некоторых операций они самостоятельно разрабатывают собственную программу рабочих движений, опираясь на "заученные" процессы, вернее - на накопленную в памяти информацию.
Сконструированные таким образом промышленные роботы могут использоваться для выполнения самых разнообразных задач.
Если промышленными роботами первого поколения можно заменить примерно 2% всех рабочих мест в промышленности, то промышленные роботы второго поколения можно применять на каждом четвертом, а то и третьем рабочем месте. Что касается роботов третьего поколения, то они предположительно могли бы высвободить еще одну треть общего числа промышленных рабочих.
Карл Маркс, постоянно подчеркивавший роль науки, обращал внимание на то, что машины и любой другой вид орудий производства являются "органами мышления человека, созданными его руками; конкретным проявлением силы его знаний". Это касается и промышленных роботов. Дальнейшее усиление и интенсификация научно-технической деятельности человека вообще и в области промышленной робототехники в частности, как в качественном, так и в количественном отношении повысит эффективность экономики и, следовательно, послужит на благо человечества.
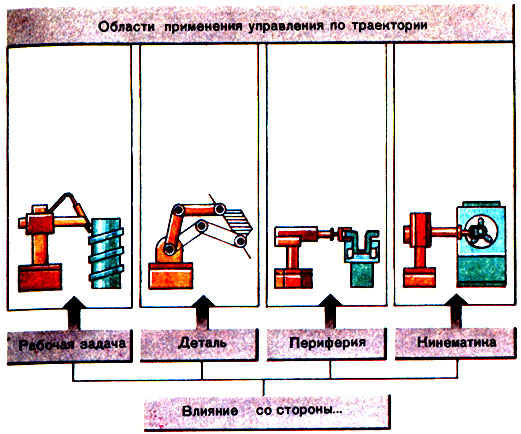
При конструировании промышленного робота за отправную точку берут, например, физические свойства обрабатываемой детали или других предметов, занятых в рабочем процессе. Обрабатываемые объекты могут быть из различных материалов (металл, стекло, камень, пластмасса и др.), иметь после обработки различную форму (прямоугольная пластина, валик или шар), быть твердыми или эластичными, тяжелыми или легкими, иметь низкую или очень высокую температуру и прочие свойства. Кроме того, определенное влияние на конструкцию промышленных роботов оказывают применяемый в рабочем процессе инструмент, размещение машин, имеющиеся транспортировочные приспособления, накопители, размеры рабочего помещения, уровень надежности техники безопасности и защиты от несчастных случаев, требования по техническому уходу и ремонту, а также прочие условия по охране окружающей среды. Столь разнообразным требованиям соответствуют и различные конструктивные решения, которые реализуются в рамках определенных групп.
К важным конструктивным элементам промышленного робота относятся:
- станина, основа для направляющей грейфера;
- направляющая грейфера и сам грейфер, обеспечивающие пространственное ориентирование инструмента и обрабатываемой детали (соответственно в пределах обрабатывающего устройства), захват обрабатываемой детали, обеспечение нужной позиции обрабатываемой детали при рабочем цикле;
- привод, преобразование и передача необходимой энергии на оси, обеспечивающие манипулирование;
- система управления, управление движениями робота и контроль за выполнением программы, прием и переработка поступающей информации и программ, обеспечение связи с приспособлениями, соответствующее реагирование на определенные явления; измерительная система, измерение позиций, величин перемещений и скорости по отдельным осям манипулирования;
- датчики, учет воздействия окружающей среды, замеры физических величин, распознавание образца и позиции.
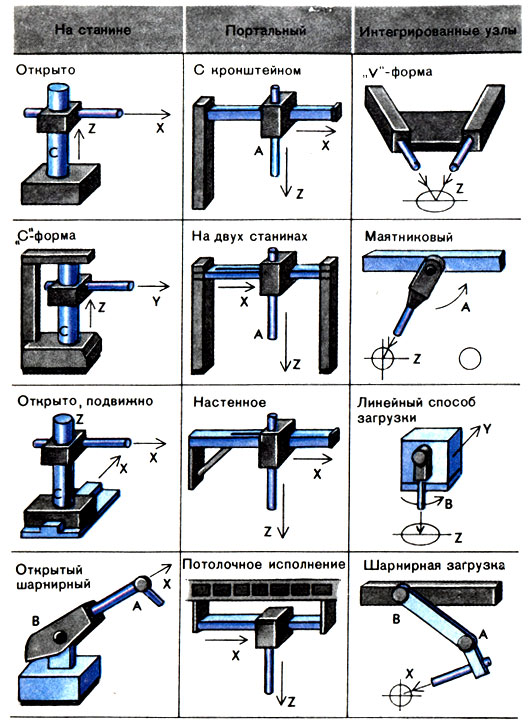
Роботы могут устанавливаться стационарно или подвижно - в зависимости от предъявляемых к ним требований, на станинах или на рабочих столах, на стенах либо подвешиваться на арках.
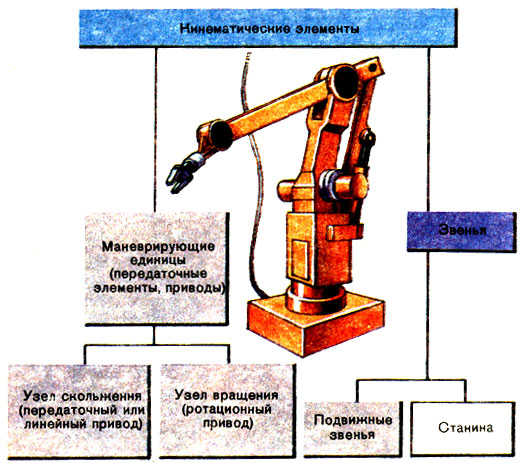
Все зависит от маневренности! В процессе применения промышленных роботов огромное значение имеет система маневрирования, т. е. кинематическая система. Главная ее задача заключается в обеспечении перемещения объекта - обрабатываемой детали или инструмента - из одной точки в другую, т. е. на любую позицию в рамках рабочей зоны. Для этого передаточный механизм направляющей грейфера имеет ротационные и трансляционные узлы. Трансляционные узлы служат для выполнения прямолинейных перемещений. Их связь между собой осуществляется при помощи ротационных узлов, которые обеспечивают роботу возможность за счет действия приводов выполнять вращение и поворотные движения. Комбинируя эти узлы между собой, можно установить пределы рабочей зоны робота. Следовательно, изменение позиций объекта может осуществляться в пределах рабочей зоны за счет комбинирования вращательными и поступательными движениями соответствующих узлов.
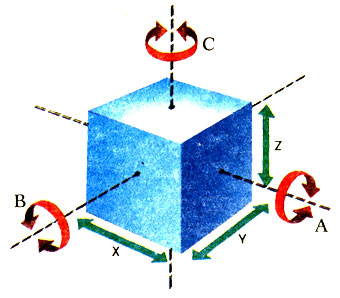
Куб с направлениями поступательных движений (X, Y, Z) и вращательных движений (А, В, С)
Давайте проследим это на одном примере. Тело (предположим, куб) может свободно перемещаться в пространстве и имеет свободу шестой степени, т. е. при помощи трех вращательных и трех поступательных движений оно может быть перемещено на любую иную позицию, что для промышленного робота соответствует комбинированию движений по ротационным и трансляционным осям.
Исходной для данных процессов является система координат с обычными осями координат X, Y, Z для осей поступательных движений по прямым линиям (поступательные движения по направлениям осей координат). Оси вращательных движений обозначаются буквами А, В, С. Возможности выполнения отдельных движений передаточным механизмом направляющей грейфера и самого грейфера определяют степень свободы робота (называемой также степенью свободы грейфера). Относительно куба он имеет свободу шестого порядка.
Возможность выполнения движений у промышленного робота обеспечивается взаимодействием различных шарниров, соединенных между собой рабочими звеньями. Так, для перемещения центральной точки грейфера в какую-либо точку рабочей зоны необходимы три движения, для придания грейферу в этой позиции желаемого направления необходимы еще три движения. Как правило, три движения приходятся на рычаг и три - на грейфер.
Выбор необходимой степени свободы для робота зависит, конечно, от тех задач, которые предстоит ему выполнять. Например, загрузочный робот, который может обходиться относительно простыми движениями, не нуждается в высокой степени свободы, в отличие от робота, предназначенного для мытья и чистки автомобильных кузовов.
Как уже говорилось, наряду с обычными координатами нужна еще одна система, включающая в себя цилиндрические, шаровые и шарнирные координаты.
Мастер на все руки. Взаимодействие робота с окружением осуществляется в основном при помощи его грейферов, находящихся в непосредственном контакте с обрабатываемым предметом. Поэтому конструкция грейфера зависит от вида силовой передачи, количества шарниров, проходимого расстояния, вида поверхности; размеров и массы объекта, а также от вида материала объекта и т. п.
Грейфер размещается на рычаге и предназначен для удерживания инструмента или обрабатываемой детали. При помощи передаточного механизма направляющей грейфера он, а вместе с ним и обрабатываемая деталь или инструмент перемещаются на позицию, требуемую для выполнения определенной операции.
Зачастую грейферы оснащаются дополнительными элементами - магнитами, датчиками и т. п., предназначенными для зажима, охвата либо удержания объекта.
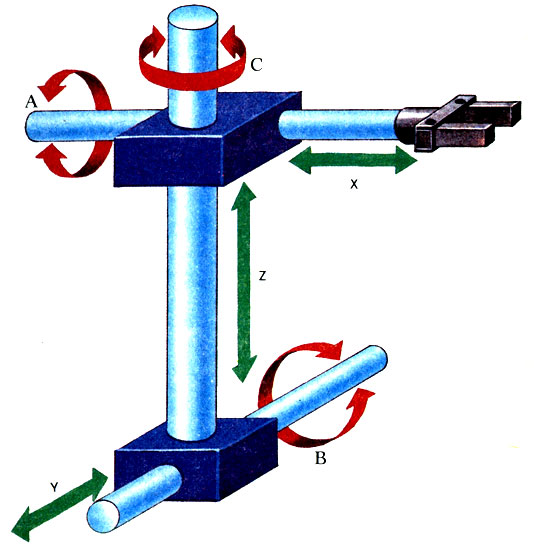
Приводы грейфера промышленного робота с шестью осями и соответственно с шестью степенями свободы; X, Y, Z - поступательные движения; А, В, С - вращательные движения
Промышленные роботы оснащаются стандартными грейферами, у которых можно заменять отдельные элементы. Для выполнения определенных рабочих операций иногда приходится изготавливать специальные грейферы.
Например, для того чтобы манипулировать твердыми, мягкими и хрупкими предметами, робот должен иметь гибкий грейфер, который может приспосабливаться к объекту, т. е., удерживая объект, захватывать его либо осторожно, либо жестко. Это достигается с помощью механизма, состоящего из нескольких звеньев и ряда роликов и приводимого в действие и управляемого проволочными тягами.
Для одновременного выполнения различных рабочих операций роботы оснащаются несколькими рычагами, на каждом из которых устанавливаются один или два грейфера. Так, бесперебойная работа загрузочных роботов или загрузочных устройств для турникетных автоматов обеспечивается тремя рычагами с, соответственно, одним или двумя грейферами.
Если робот не предназначен для операций по захвату объекта, то рычаг с грейфером может быть заменен на соответствующий инструмент для выполнения специальных технологических операций: сварки, сверления, монтажа, покраски краскопультом и т. д.
Без привода нет робота. Задача привода промышленного робота - приводить в движение отдельные его звенья. Каждый промышленный робот оснащен несколькими независимыми друг от друга приводами, оси которых, как уже говорилось, могут перемещаться различными узлами вращательного и поступательного движения. Это позволяет ему учитывать такие параметры, как масса, проходимый путь, угол, скорость, время работы и т. д.
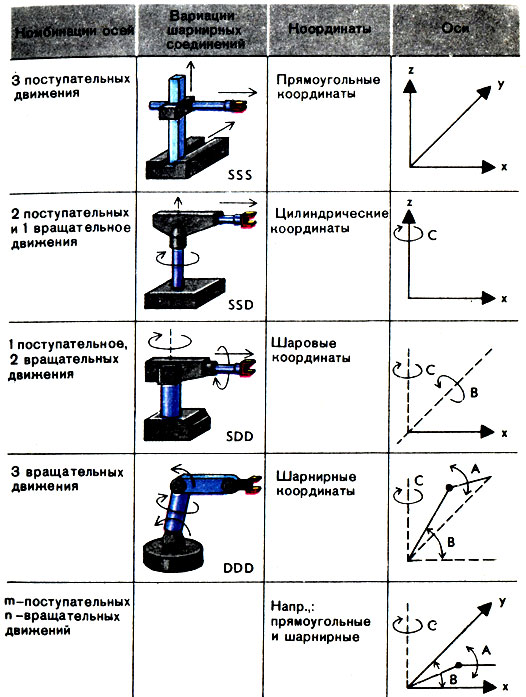
Различные комбинации осей и их координат. Чем выше мобильность, тем сложнее управление. Обозначения: S - поступательное движение, D - вращение
Вид привода зависит от сферы применения робота. Так, при большой массе обрабатываемого изделия необходим совершенно иной привод, чем, скажем, при работе с элементами для электронных схем. При выборе привода решающее значение имеет траектория движения - должны ли детали робота вращаться, или описывать кривые в пространстве, или перемещаться в горизонтальном и вертикальном направлениях. Необходимо учитывать и особенно трудные условия внешнего воздействия, например загрязнения, агрессивные химические растворы или чрезвычайно высокие температуры.
Промышленные роботы работают от гидравлических, электрических и пневматических приводов, что позволяет решать различные задачи наиболее рационально и экономично. В зависимости от исполнения стоимость приводов составляет 5-20% общей стоимости промышленного робота.
Свои усилия через механическую систему передач приводы передают на рычаг с грейфером.
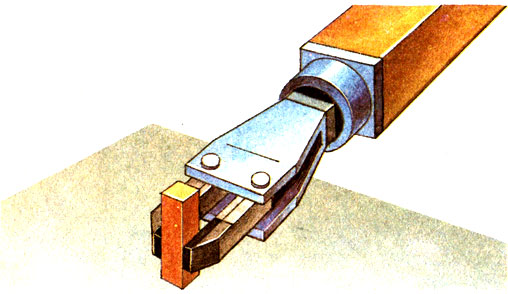
Грейфер с зажимом
Гидравлические приводы отличаются простотой регулировки, прочностью, а также высокой энергетической плотностью. Они могут быть установлены с большой точностью и при этом обеспечивать скорости до 1000 мм/с при работе с массами до 50 кг. Поэтому они пригодны для загрузочных роботов.
Электрические приводы, которые несколько дороже, отличаются относительно простым способом подведения энергии, они просто монтируются и регулируются. При их использовании легко достигается высокая степень точности. Поэтому их применяют в первую очередь при создании роботов, которые предназначены для решения специальных технологических задач.
Пневматические устройства имеют невысокую стоимость и маломощны, поэтому их применяют преимущественно при работе с малыми массами. Как правило, это - приведение в действие грейферов и небольших манипуляторов.
Грейфер с вакуумным схватом (1), магнитным схватом (2)
Иногда для увеличения эффективности приводы комбинируются, что позволяет добиваться лучших позиций обрабатываемых деталей и инструмента. Роботы могут применяться для стыковки швов при выполнении монтажных операций. На основе электропневматического привода были созданы сервоприводы, которые позволяют осуществлять электронное регулирование скорости и находить позицию для пневматических приводных элементов электромагнитных тормозов.
Система управления роботами. У промышленного робота конструкционные узлы должны при помощи приводов перемещаться целенаправленно и координированно. В промышленной робототехнике под термином "управление" понимают процесс, который обеспечивает перемещение соответствующих элементов робота по заданной программе и получение сигналов для координации действий периферийных приспособлений, например транспортирующих устройств или магазинов. Система управления может в свою очередь получать информацию от датчиков, от устройств, которые замеряют пройденное расстояние, или от периферийных устройств робота. Эта информация обрабатывается в соответствии с заданной программой через систему управления. При этом одна или несколько полученных величин являются для системы управления основой для воздействия на исходные величины.
Современная система управления промышленным роботом должна:
- управлять, контролировать и координировать выполнение тех или иных действий в соответствии с заданной программой;
- понимать, накапливать и перерабатывать информацию о внешних условиях и приспособлении процессов движения и действиях промышленного робота;
- обеспечивать связь между промышленным роботом и вышестоящей системой управления, т. е. человеком - оператором и программистом;
- соответствовать требованиям, вытекающим из условий эксплуатации, программирования и удобства обслуживания, надежности эксплуатации, распознавания ошибок и т. п.
Данным требованиям соответствует пока не каждая схема управления промышленным роботом. На практике же каждая система управления должна соответствовать всем пунктам этого перечня.
Грейфер с охватом (приспособление к объекту)
В основном для процессов управления в промышленных роботах используются электронные и пневматические схемы.
Пневматические системы управления хорошо зарекомендовали себя в большинстве промышленных роботов I поколения. Их преимущества по сравнению с электронными - относительно низкая стоимость одной функциональной единицы управления, хороший обзор для оператора, незначительная восприимчивость к помехам и малые затраты на устранение помех. Поэтому и в будущем они будут находить применение в простых конструкциях.
Электронные системы управления обладают рядом замечательных свойств, позволяющих использовать их в самых разнообразных конструкциях промышленных роботов: высокой надежностью и долговечностью, удобством в обслуживании, программировании и демонстрации рабочих показателей, эффективной техникой накопления данных, высокой частотой переработки информации - до нескольких сот мегагерц, передачей сигнала на большие расстояния с минимальным запаздыванием, а также высокой комплексностью функций управления.
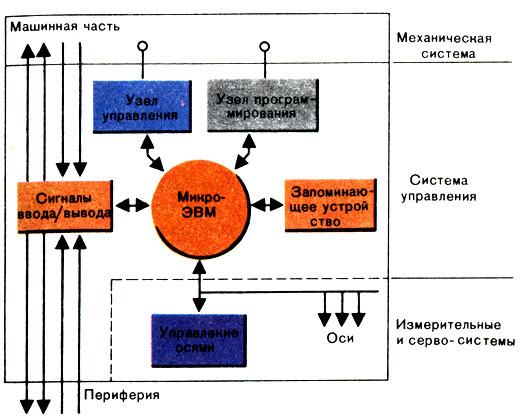
Современные промышленные роботы оснащаются одной или несколькими микроЭВМ. Система управления на микроЭВМ имеет высокие временные и вычислительные показатели. МикроЭВМ анализируют информацию и перерабатывают ее в новые команды управления, передаваемые, например, на оси приводов. Они пользуются запоминающим устройством для компоновки программы робота, берут на себя организацию управления, привлекаются для выполнения других задач.
Системы управления промышленными роботами на микроЭВМ имеют иерархическую структуру исполнения (в соответствии с важностью их задачи), причем центральный координационный блок осуществляет управление по двум каналам - геометрическому (определяющему движение основных узлов робота и управляющему ими через сервоприводы отдельных осей) и технологическому (выполняющему технологические операции робота и его периферийных органов через узлы установки и включения).
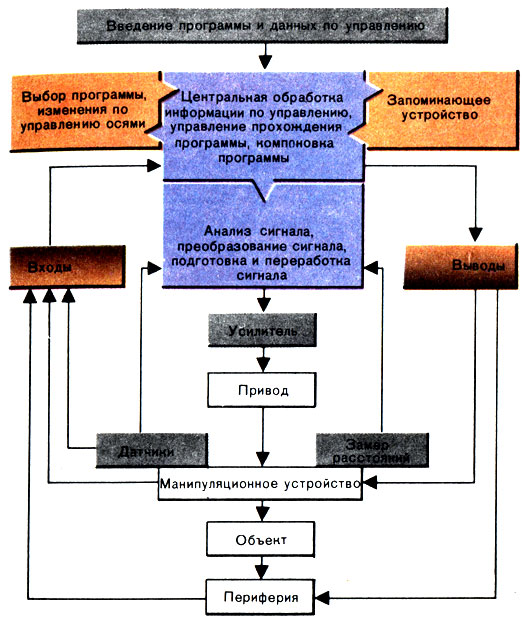
Принципиальное построение электронной системы управления роботом (по Шпуру и Зиннингу)
Взаимодействие системы управления, основу которой образует микроЭВМ, с другими системами наглядно представлено на схеме. Через блоки программирования и обслуживания оказывается воздействие на систему управления и тем самым на промышленный робот. В шарнирном роботе микроЭВМ координирует взаимодействие между системой управления, измерения и механической системой. МикроЭВМ обрабатывает связанные с рабочим процессом или с периферийными задачами сигналы либо осуществляет подачу сигналов. Необходимые исходные программы, обеспечивающие функционирование промышленного робота, содержатся в блоке памяти. Различные рабочие программы, содержащие разнообразные движения, разрабатываются в соответствии с предусмотренным рабочим циклом и в зависимости от дифференцированных частных задач могут быть изменены или заменены на новые.
Сервоусилители, составляющие упомянутую на схеме сервосистему, быстро и точно превращают слабые электрические сигналы управления в сильные механические движения по изменению положения и таким образом принимают участие в исполнении команд в рамках определенного контура управления. Сервопривод может перемещать робот или один из его элементов по управляющему сигналу. Сервомотор (установочный мотор) - это вспомогательное устройство, предназначенное для увеличения усилий по регулированию, управлению и торможению. В зависимости от вида применяемой энергии различают пневматические, гидравлические и электрические сервомоторы.
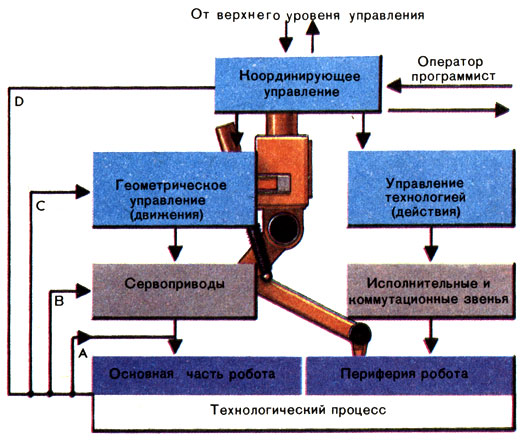
Иерархическое структурно построение системы управления промышленного робота. Для различных элементов построения характерны информационные обратные связи. Свое выражение они находят в способности управления реагировать на изменение ситуации Обратная связь типа А (без обработки в системе управления) осуществляется через соответствующие механические элементы конструкции, например устройства для манипулирования Уровень иерархии В (обратная связь на уровне сервоприводов) и С (геометрическое управление) характерны для роботов второго поколения. Они обеспечивают количественные коррективы траектории (тип С) в зависимости от сигналов датчиков и качественные изменения траектории, например при обходе препятствий (тип С). Обратная связь на уровне координационного управления (тип D) делает возможным самостоятельное планирование движений и действий на основе комплексного охвата технологического процесса (третье поколение) (по Хаферкорну и Шварцу)
Электронные системы управления промышленных роботов - зачастую комбинированные устройства, действующие по принципу временного плана или последовательного порядка. Система управления по принципу временного плана осуществляет управление, опираясь на запланированное на каждую операцию время (часто это необходимо для некоторых монтажных роботов). Программа задается в блок памяти при помощи перфоленты, магнитной ленты или другими подобными носителями информации. Система последовательного порядка построена по принципу зависимости отдельных шагов в программе управления от функционального выполнения технологического процесса. Здесь на определенных участках бывает необходимым применение микроЭВМ. Основываясь на логических решениях механизма управления, выполняются отдельные шаги рабочего процесса. В этих системах нет датчика времени.
Система управления промышленным роботом может дополняться управлением последовательного порядка для отдельных отрезков процесса (это могут быть температура или качественные показатели обрабатываемой детали), в то время как весь процесс осуществляется на основе управления по принципу временного плана. В рамках общей системы управления может возникнуть необходимость использования регулировочных контуров для выполнения частных функций.
В соответствии с задачами роботов применяются и различные системы управлений на основе микроэлектроники. Для роботов в специальных технологических процессах в ГДР была разработана система управления типа "IRS 650". Эти роботы должны совершать координированные, одновременные движения несколькими осями (например, роботы, выполненные по шарнирной схеме). Данное управление отличается гибкостью и может быть легко приспособлено к различным технологическим процессам. Подсоединяемый при помощи кабеля командный щит позволяет осуществлять управление и программирование с наиболее благоприятной с технологической точки зрения позиции. Программирование осуществляется косвенным обучающим методом, причем здесь применяются текстуальные программы через встроенный кассетный магнитофон. Во время работы системы управления ведется контроль за всеми важными операциями. Потребитель располагает для эксплуатации и обслуживания комплектным набором программ, которые записываются на кассету с магнитной пленкой. При пользовании этими программами к управлению подключается дисплей, позволяющий обслуживающему персоналу или ремонтникам вести диалог с системой управления.
Схематическое изображение взаимодействия системы управления с другими системами промышленного робота (по Шниезе)
Траектория, координаты, точки и направления. Чтобы добиться от робота соответствующего исполнения движений, необходимо замерять выполняемые его осями отрезки расстояний и углы. Для этих целей применяются системы замерения расстояний и проходимых путей. Они состоят из датчика замеренных величин и электронных схем для формирования и усиления сигналов. При необходимости подключается преобразователь сигналов, позволяющий подготовить их к дальнейшему использованию.
При программировании на месте установки промышленного робота система замера расстояний и путей подготавливает сигналы относительно пути и углов движений, выполняемых осями. При эксплуатации в "автоматическом режиме", т. е. при проигрывании программы, система управления задает соответствующие данные в качестве исходных величин. Одновременно осуществляется определение путевых и угловых позиций и посылаются соответствующие сигналы. Получаемая таким образом информация сравнивается с исходными позициями и затем подвергается анализу и дальнейшей обработке в системе управления, на основании чего выводятся новые команды управления роботом.
Программы управления для промышленных роботов получают также данные координат для определения точек в рабочем пространстве робота. Эти данные используются для управления осями.
В соответствии с заданной по программе последовательностью запрашиваются данные координат (номинальные величины позиции) по сигналам датчика времени или по точкам прерывания процесса. Таким образом, шаг за шагом прочитывается содержание блока памяти. Программа учитывает также необходимые технологические данные: рабочую скорость, давление и т. п.
Степень согласованности между заданной номинальной позицией движения и полученной позицией обозначается как точность позиционирования. Она имеет очень важное значение, например, при выполнении прецизионных работ, монтажных работ с мельчайшими деталями и т. п. Точность позиционирования зависит, наряду с безупречным функционированием монтажных узлов, и от надежности системы управления, которая зачастую играет решающую роль в том, сможет ли соответствующий тип робота выполнять те или иные манипуляции.
Не менее важную роль играет и точность повторов, т. е. степень согласованности в достижении определенных позиций, вызываемых одинаковыми командами управления в различные промежутки времени.
В зависимости от решаемых задач в промышленных роботах находят применение запоминающие устройства, которые различаются по виду, емкости, а также тем, может ли содержание запоминающего устройства быть стерто или нет. Сейчас на первый план выходят цифровые запоминающие устройства.
В зависимости от вида выполняемых задач промышленный робот оснащается точечной системой управления или системой управления с направляющими.
Точечные системы управления позволяют осуществлять в рабочем пространстве движение по любым направлениям. Следовательно, вдоль технологических линий не существует каких-либо определенных функциональных зависимостей по отношению к направлению движения отдельных осей. Подобные типы управлений можно встретить, например, при загрузке машины, во время монтажа и при других подобных рабочих операциях.
При системе управления по направляющим движение осуществляется вдоль заданной линии, состоящей из плотно расположенных точек, отклонения от которой недопустимы. Примерами могут служить покраска распылением, эмалирование, нанесение слоев. В будущем число промышленных роботов с управлением по направляющим и их относительная доля в общем числе роботов возрастут.
Роботы "учатся". В отличие от программирования обрабатывающих процессов на станках с ЧПУ, для которого необходима в основном лишь информация о проходимом пути и порядке включений, программирование промышленных роботов осуществляется по значительно более широкой системе. При этом под программой понимается упорядоченное количество приказов для отработки определенного алгоритма. При помощи программ управления для промышленных роботов должны задаваться геометрия движений, последовательность исполнения, меры по осуществлению контроля, способы коммуникаций и т. п., составляющие отдельные шаги программы. Так, основываясь на данных рабочей документации по осуществлению технологического процесса, в систему управления промышленным роботом в закодированной форме подаются указания по отдельным операциям. Возможна также реализация заданной через блоки ввода информации путем компоновки отдельных программ, причем система управления должна интерпретировать накопленную информацию непосредственным или косвенным способом, после чего приводится в движение соответствующая ось.
Способ программирования, основополагающий принцип программы, а также место, где осуществляется программирование, зависят от вида выбранной системы управления. При внешнем программировании рабочая программа составляется в бюро по программированию и затем вводится в систему управления, при внутреннем - создается непосредственно "на месте", когда промышленный робот начинает работать и в его памяти накапливаются знания о последовательности выполнения тех или иных движений и операций, т. е. отдельных, специально для этих целей полученных значений позиционирования. Один из видов внутреннего программирования - повторное прохождение траектории на ручном управлении (прямое обучение программе).
Рабочая программа содержит комплекс указаний по исполнению цепочки операций, предусматривающих не только четкое исполнение каждого отдельного шага, но и условия, при которых либо операция должна быть прекращена, либо должны быть внесены определенные изменения. В такие рабочие программы заложены указания по исполнению операций цикла движений для информационной и управленческой связи с периферийными узлами и узлами основного технологического оборудования, а также информация, необходимая для выполнения операций по осуществлению технологического, организационного и обеспечивающего техническую безопасность рабочего процесса.
Для программирования промышленных роботов применяют программные языки, представляющие собой определенное число последовательно расположенных знаков для фиксации данных обрабатывающих процессов. Существуют элементарные языки программирования и языки с проблемной ориентацией, требующие высококвалифицированного обслуживающего персонала. В настоящее время разрабатываются робототехнические языки более высокого порядка, когда обилие данных о деталях, технологическом процессе, роботе и о периферийных устройствах образует основу по управлению операциями.
К традиционным видам программирования относится ручное программирование. При этом траектория движения робота закладывается в память машины со специального пульта (компьютера) набором ее отдельных точек. Для этой цели управляющая ЭВМ робота связывается через цифровой канал центрального процессора с клавиатурой компьютера, имеющей клавиши ввода, несколько функциональных клавиш и клавиши осевого манипулирования, а также аварийный выключатель. Как правило, эти устройства предназначены лишь для программирования видов эксплуатации (например, для ввода числовых величин в накопитель данных системы управления) и для ручных операций (передача данных о скоростях, функциях коммутации и т. п.).
Возможно и прямое "обучение" промышленного робота человеком - обучающее программирование. Пример тому - программирование робота-краскопульта.
Вначале на основе опыта лучших рабочих определяют наиболее рациональные движения при покраске той или иной детали. Затем, в соответствии с полученными расчетами, рабочий манипулирует "рукой" робота с краскопультом, и все манипуляционные движения фиксируются в блоке памяти в качестве программы. "Обученный" таким образом робот может работать самостоятельно. Для этого данные постоянно запрашиваются из блока памяти и передаются на регулировочные контуры осей. Важную роль здесь играет соблюдение точности при процессе передачи, т. е. согласованность между позицией, установленной вручную, и позицией, воспроизводимой машинным путем. При непосредственном обучающем программировании операций в ходе выполнения программы могут осуществляться по замедленной или ускоренной шкале времени.
Этот вид программирования применяется и в других технологических процессах: нанесении защитных слоев, дуговой сварке и т. п.
Существует и непрямое обучающее программирование, при котором выбранные элементы манипуляционных движений вводятся ручным способом, а соответствующие координатные данные подаются в блок памяти. Другие части программы, например ввод данных о времени или скорости, приказы на осуществление операций и программы, поступают в блок памяти с поля управления или же с соединенного с системой управления переносного блока обслуживания и программирования. Подобная смешанная форма программирования применяется в процессе дуговой сварки, при осуществлении сложных программ для обслуживания машин, при очистке литьевых заготовок и т. п.
Третий вид - машинное программирование, при котором содержание рабочей программы переводится программистом в приемлемую для машины форму. Электронно-вычислительной машиной осуществляется обработка первоначальной программы и составляется рабочая программа, рассчитанная на соответствующего робота. За счет использования программ можно подразделять объемные приказы на отдельные детализированные указания и дополнять специфические данные робота, инструмента и обрабатываемой детали указаниями относительно очередности.
Весьма перспективно текстуальное программирование: программа либо излагается проблемно ориентированным программным языком с последующим шифрованием, либо вводится в память обычным языком, без шифрования. Такое программирование используется и при решении комплексных задач по обработке типа монтажа функциональных блоков.
Очень важна мобильность. Для выполнения задач, возникающих в процессе производства с малыми и средними сериями, где требуется частая замена манипуляционной программы, применяют роботы с программируемой системой управления.
Программируемая система управления предполагает возможность изменять ход выполнения программы, для чего необходима фиксация в памяти последовательности рабочей (манипуляционной) программы. Чем лучше система управления промышленного робота может быть приспособлена для выполнения необходимых манипуляций, самого технологического процесса и для подчинения вышестоящей системы управления и чем меньше времени требуется для перехода от одной рабочей задачи к другой и, соответственно, для изменения связанной с этим программы, тем более гибкой считается управление и тем мобильнее может быть использован робот. При электронном вводе программы в блок памяти расход времени весьма незначителен по сравнению с механическим вводом.
Гибкие системы управления промышленных роботов должны соответствовать многочисленным параметрам, обрабатывать большие объемы информации и отвечать следующим требованиям:
- замеры манипуляционных путей и условия их исполнения, в том числе поисковые действия и обработка образца по трем измерениям;
- высокая четкость в выполнении манипуляционных движений, прежде всего обеспечение пуска и торможения по возможности без толчков (задается соответствующий режим для регулирования контура скорости);
- способность к выполнению логических условий, например немедленная остановка рабочей "руки" робота при помощи аварийной программы.
Система управления промышленного робота должна реагировать на события, происходящие в его окружении, и принимать логические решения. Например, если имеется возможность при обслуживании нескольких машин осуществлять эксплуатацию каждой машины в произвольной последовательности, то в этом случае каждая машина должна иметь свою собственную программу управления, которая может быть вызвана через центральную контрольную программу.
Для гибкого управления роботом необходимы специальные средства вычислительной техники, поскольку роботы используются для выполнения все более сложных технологических процессов.
Одновременное использование нескольких различных промышленных роботов в рамках какой-либо автоматизированной технологии порождает необходимость в создании систем ЭВМ с иерархической подчиненностью и обширным комплексом программного обеспечения. В подобных системах ЭВМ нуждается и сочленение нескольких технологических узлов. Соответственно возрастает абсолютная и относительная доля затрат на разработку и совершенствование программных обеспечений для роботов. Но эти расходы вполне оправданны, поскольку программное обеспечение будет способствовать более полному использованию микроэлектроники, а это повысит эффективность внедрения гибких автоматизированных процессов.
Датчики. Так как робот не обладает способностью видеть и ощущать, то он нуждается в системе, которая позволила бы ему распознавать предметы или хотя бы информировать его относительно присутствия предмета. Составная часть систем распознавания - датчики, регистрирующие определенные состояния или всю картину событий и посылающие сигналы анализаторам.
Грейфер с тактильными датчиками. 1 - шарнирный датчик, 2 - специальные датчики прикосновения, 3 - держатель инструмента, 4 - грейферные датчики, 5 - кожух для грейферного привода с потенциометром
Если брать за основу те задачи, которые должны выполнять датчики промышленных роботов (исключая специальные области применения), то можно выделить следующие группы датчиков:
- позиционирования, скорости и ускорения для осуществления динамического управления промышленным роботом;
- силовые - для регистрации внешних сил и моментов;
- усилий на грейферах;
- для распознавания внешних прикосновений;
- для определения профиля обрабатываемых деталей или смещений деталей, для распознавания деталей и их позиционирования; визуальные - для фиксирования происходящего, а также для инспектирования и анализа событий в рабочей зоне промышленного робота;
- слежения за траекториями для предотвращения столкновений и прочие датчики, обеспечивающие безопасность рабочего процесса.
Трехразмерное ориентирование (по Вольфу)
Датчики прикосновения могут сигнализировать о приближении к определенному предмету или о соприкосновений с ним, а также фиксировать некоторые физические величины - температурные режимы, размеры, массу предмета и т. п. В то же время промышленный робот нуждается в информации относительно внешних условий, пройденного пути и т. д., чтобы осуществлять собственное движение. Эту информацию также фиксируют датчики. После соответствующего преобразования сигналы, адекватные зафиксированным на датчиках, посредством сравнения поступившей информации с находящимися в блоке памяти заданными величинами перерабатываются в необходимые приказы по управлению для выполнения операций или для внесения соответствующих корректив. В этом случае мы говорим о сенсорной системе управления.
Датчики прикосновения применяются, если необходимо обеспечить осторожное и надежное сближение грейфера с обрабатываемой деталью, осторожный захват или установку болта.
Оптические датчики - это и простые оптические блоки распознавания (например, фиксирующие движущиеся детали по их форме), и высокоэффективные системы - фотодиодные блоки и камеры.
Системы датчиков, оснащенные телекамерами, относятся к визуальным системам распознавания.
Высокоразвитые системы распознавания - съемочные камеры и видеопреобразовательные системы в сочетании с видеообрабатывающими системами - могут производить оценку изображений. Для трехразмерных объектов выбирают характерные признаки, служащие для:
- распознавания обрабатываемой детали и монтажных частей;
- определения позиционирования обрабатываемых предметов и для их ориентирования по отношению к заданным осям координат; распознавания и нахождения признаков обрабатываемой детали;
- контроль за рабочим процессом и обеспечения качества.
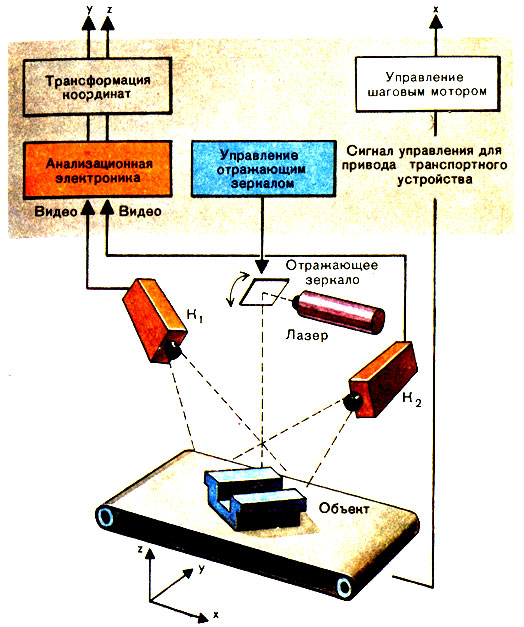
Высокоразвитая система распознавания объекта работает по следующему принципу: телекамера обозревает все поле деятельности, анализирует его и распознает отдельные объекты. В данном случае задача робота - распознать и обработать деталь, лежащую неупорядоченно среди других деталей: по форме, ее месту и позиции. Это предъявляет к данной системе распознавания и обработки весьма высокие требования.
При решении столь сложной задачи, как разработка системы распознавания, ученые в первую очередь опираются на знания о визуальной системе человека, на информацию о предположительно подлежащем анализу видеоматериале, на результаты исследований из области физики, информатики и математики.
Такой автоматически работающей системой промышленных роботов может служить разработанная Высшей технической школой Ильменау и внедренная на заводе электроники в Нойхаузе система распознавания объектов для автоматического присоединения выводов к кристаллам транзисторов. Вместе с многокоординатной системой позиционирования, управляемой микроЭВМ, она применяется для управления роботом. Главные узлы этой системы распознавания - микроЭВМ, камера и координатный стол.
Во все больших масштабах осуществляется разработка и создание устройств визуального контроля за роботами, которые могут, опираясь на системы по автоматической оценке изображения, осуществлять машинную инспекцию роботокомплекса или контролировать изготовляемые детали.
Подобные проверочные и контрольные системы работают, как правило, с применением специальных камер, микроЭВМ, устройства ввода с клавиатурой, напоминающей клавиатуру пишущей машинки, экраном для воспроизведения информации, кассетным магнитофоном для передачи информации на микроЭВМ и для записи информации.
Система МАВИС на модулях, разработанная и испытанная Академией наук ГДР и Центральным институтом кибернетики и информационных процессов, заменяет 2-3 рабочих. Ее модулями являются различные микрокомпьютерные программы, которые выбираются в зависимости от решаемой задачи.
Эта визуальная система пригодна для определения местоположения поверхностных замеров обрабатываемых деталей, сортировки деталей, которые затем подаются для дальнейшей обработки на следующий робот. В зависимости от степени трудности на процесс распознавания тратится от 20 до 2,5 мл/с на каждый распознаваемый объект.
Вначале осуществляется съемка выбранных деталей и их фиксация в блоке памяти. Система сравнивает данные оцениваемой детали с данными из блока памяти. В случае их соответствия роботу отдается необходимый приказ, и деталь обрабатывается согласно требованиям производственного процесса. Применение систем распознавания гарантирует преимущества и в роботизированных монтажных процессах.
Промышленные роботы из унифицированных узлов. Применение унифицированных элементов при конструировании и создании промышленных роботов, в особенности загрузочных и для сварочных работ, дает значительные преимущества. Унификация узлов позволяет создавать роботы ограниченными сериями из функциональных элементов, т. е. из таких основных элементов, как стандартизованные блоки подачи и вращения, а также узлов, которые соединяют все в единое целое.
В системе унифицированных узлов для загрузочных роботов в качестве интеграционных единиц зарекомендовали себя следующие типы: тип 1 (для манипулирования с массами менее 10 кг), тип 2 (от 10 до 40 кг) и тип 3 (от 40 до 100 кг). В связи с тем что требования к промышленным роботам растут, на наших предприятиях все больше создаются роботы собственной конструкции с частичным использованием унифицированных узлов. Это позволяет добиваться решений, оптимально соответствующих производственным условиям, и обеспечивает более рациональное исполнение периферийных устройств. Здесь учитываются и требования по использованию защитных устройств, установке магазинов для деталей, инструмента, наличию грейферов, устройств для очистки деталей и инструмента, для зажима и позиционирования деталей, измерительных и контрольных приборов для слежения за качеством, систем для распознавания объектов и их позиции, а также транспортирующих устройств. Правда, не всегда нужны все эти периферийные устройства. Однако любой вид промышленного робота предполагает по меньшей мере использование защитных устройств или магазинов для деталей.
Модульный принцип создания промышленных роботов для загрузки технологических устройств. X, Y, Z - направления движений; А, В, С - оси вращения (по Пёслеру)
В будущем повысится значение входящих в технологический блок и необходимых для манипуляционных задач устройств по контролю за качеством, а следовательно, и очисткой обрабатываемой детали, так как количество высвобождаемой промышленными роботами рабочей силы во многом зависит от автоматических устройств для контроля за качеством. Так, относительно высокие расходы для гибких измерительных устройств будут полностью оправданны, поскольку часто меняющиеся замеряемые величины требуют значительных затрат времени и высокой степени точности. Такие устройства все более необходимы при гибкой автоматизации наряду с приспособлениями для зажима и транспортировки деталей.
Создавая периферийные устройства, следует учитывать их стоимость. Чем выше технический уровень промышленного робота, тем ниже процент стоимости его периферийных устройств. Манипуляционные движения, перенесенные в периферийную зону, реализуются, как правило, с более значительными затратами, чем те же движения, выполненные самим роботом. Центральное размещение определенных, зачастую необходимых, периферийных устройств (магазины для обрабатываемых деталей и т. п.) путем создания типовых образцов также могут способствовать уменьшению расходов на периферийную зону. Этой же цели служит разработка функциональных единиц на микроэлементах, предназначенных для выполнения промышленными роботами или их периферийными устройствами специальных задач.
Микроэлектроника как предпосылка и стимулятор робототехники. Увеличение производительности и расширение сферы применения промышленных роботов находится в прямой зависимости от развития микроэлектроники, благодаря которой и стало возможным их создание.
Эра микроэлектроники началась примерно с 1960 г., с изготовления интегральных схем для переработки сигналов. Путем нанесения необходимых структур на небольшие пластинки из кремния или других материалов размером в несколько квадратных миллиметров (кристаллы) получают схему, сочетающую в себе множество электронных функциональных единиц. Теперь требуются только соответствующие контакты и защитный корпус.
Научно-технические разработки в области микроэлектроники продвигаются вперед семимильными шагами. Подтверждение тому - повышение степени интегрирования, т. е. количества функциональных элементов, которые могут быть реализованы на одном кристалле, от малой (10-100 функциональных элементов на каждый кристалл) и средней (102-103) степени интеграции через высокую (103-104) до высшей степени интеграции (104-106) элементов на кристалле для создания функционально ориентированных микросхем с более чем миллионом элементов. К схемам с высокой, степенью интеграции относятся микропроцессоры и запоминающие устройства, являющиеся основой для создания микроЭВМ.
С развитием микроэлектроники значительно повышается не только число функциональных элементов на одном кристалле, но и надежность электронных компоновочных элементов. У кристаллов случаи отказа значительно реже, чем у прежних компоновочных элементов на основе электронных ламп или обычных транзисторов.
Даже эти немногочисленные факты свидетельствуют о том, что микроэлектроника приводит к кардинальным изменениям в области средств производства, в технологиях и виде получаемой продукции, способствует достижению новых успехов во всех отраслях народного хозяйства. Но чтобы этот процесс развивался, необходимо достаточное количество микроэлектронных компоновочных элементов. Если в 1976 г. в ГДР их было произведено на сумму в несколько миллионов марок, то к 1980 г. их производство возросло уже до 1 млрд. марок. С тех пор их производство увеличивается ежегодно на 20-40%.
При помощи микроэлектроники промышленность производит более высококачественные изделия, и не в последнюю очередь это касается производства товаров массового потребления. Кроме того, применение микроэлектроники способствует дальнейшему расширению автоматизации и технологий с незначительной долей ручного управления и с использованием тысяч промышленных роботов, она позволяет осуществлять рационализацию в области подготовительных производственных процессов и в области оказания услуг населению.
Разработка и изготовление промышленных роботов со свободным программированием стали возможны лишь благодаря прогрессу в области микроэлектроники. Применение микроэлектронных компоновочных элементов, например дискретных схем с высокой и высшей степенями интегрирования в качестве основных узлов для электронных систем управления, ведет к дальнейшей интенсификации темпов развития в технике промышленных роботов.
Применение робототехники стимулируется и другими возможностями микроэлектроники, что способствует осуществлению дальнейшей автоматизации производственных процессов. В качестве примеров можно назвать компьютизированные производственные процессы и компьютизированное конструирование, ведущее к рационализации подготовительных производственных процессов. Тем самым появляется возможность осуществления сплошной автоматизации.
Работа конструкторов и технологов направлена на достижение эффективного взаимодействия человека и ЭВМ. Отдельные шаги в процессе конструирования и технологической подготовки производства делаются при помощи ЭВМ, которые разрабатывают для этого соответствующую структуру данных. Накопленные в ЭВМ для процесса конструирования данные и чертежи, а также соответствующие модели могут многократно комбинироваться и подвергаться последующей обработке. Все это предоставляет конструкторам и технологам широкие возможности. В ГДР уже добились значительных успехов по осуществлению рационализации в станкостроении, автомобильной промышленности, электротехнике и электронике, текстильной и обувной промышленности.
Специалист, работающий за конструкторским столом, оснащенным ЭВМ, кроме считавшихся ранее обычными видов чертежного оборудования сегодня располагает:
- черно-белым дисплеем с буквенно-цифровым изображением и экраном высокого разрешения для изображения деталей чертежей, графиков и т. п.;
- световым карандашом, при помощи которого можно "чертить" непосредственно по экрану;
- приспособлениями для фиксирования позиций на экране;
- устройствами для ввода текста, чертежей или схем;
- устройством печати и автоматического вычерчивания, так называемым графопостроителем, для вывода информации и чертежей на бумагу.
Основной рабочий орган на этом рабочем месте - блок ЭВМ, состоящий из микроэлектронных элементов. База данных в ЭВМ содержит частные модели широко применяемых фасонных элементов для изготавливаемых деталей. Поэтому большая часть чертежа может быть по желанию конструктора составлена электронно-вычислительной машиной за несколько минут и - если в этом есть необходимость - выдана в готовом виде. Затем с помощью элементарных операций (например, проведение линий с использованием светового карандаша) конструктор добавляет те специфические особенности, которых нет в памяти ЭВМ. После ввода технических данных для процесса изготовления (сведения о выбранном материале и т. п.) ЭВМ автоматически вычисляет необходимые величины, например массу, объем и момент энерции. Точно так же ЭВМ вычисляет необходимые данные для изготовления детали на станке ЧПУ. Комплексные проблемы организации труда, возникающие в гибкой производственной системе, в значительной степени могут быть решены при помощи подобных автоматизированных рабочих мест технологов. Найденные при помощи ЭВМ решения помогают эффективному взаимодействию всех элементов гибкой производственной системы - станков, промышленных роботов, магазинов, транспортирующих систем и т. п.,- которые в свою очередь частично управляются собственными ЭВМ. Таким образом в рамках гибкой производственной системы возникает иерархическая система обработки информации, в которой ЭВМ принимают решения о том, где, когда и что должно производиться.
Разнообразные промышленные роботы, рабочие места для конструкторов, оснащенные ЭВМ и дисплеями, проектирование, технология и процесс производства, автоматизированные блоки производственного и монтажного процессов гибкого применения, системы по резервированию места для проезда и автоматы для продажи билетов на транспорте, современное оборудование для сберегательных касс и банков - все эти устройства и системы немыслимы без микроэлектроники, без информационной техники и переработки информации. Во всех сферах общественной жизни, не только в промышленности объем применения микроэлектроники постоянно растет. По оценкам экспертов, к 2000 г. он увеличится по меньшей мере в 3 раза по сравнению с современным уровнем. И если раньше промышленный уровень страны определялся количеством стали на душу населения, то теперь он зависит и от количества применяемой микроэлектроники.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'