Современные мобильные роботы
Мобильные роботы, применяемые на промышленных предприятиях
В период с 1981 по 1982 г. в Японии появляются промышленные предприятия с легко перестраиваемой технологической структурой - так называемые гибкие производственные системы (ГПС), способные в короткий срок переходить от выпуска одного вида изделий к другому. Основное достоинство ГПС по сравнению с жесткими поточными линиями* заключается в том, что они позволили осуществить эффективную автоматизацию многономенклатурного серийного и мелкосерийного производства. Первые ГПС и отдельные гибкие технологические участки появились на заводах, выпускающих радиоприемники, телевизоры и другую бытовую радиоэлектронную аппаратуру. Вслед за электронной промышленностью, для которой характерны частая сменяемость моделей и относительно небольшая серийность выпуска одной модели, ГПС распространились и на предприятия электротехнической и даже автомобильной промышленности. Несмотря на то что производство электромоторов и автомобилей до самого последнего времени отличалось стабильностью основной номенклатуры и очень большой серийностью, внедрение ГПС в эти отрасли оказалось экономически оправданным: оно привело не только к повышению технологической гибкости, но и к уменьшению стоимости продукции при одновременном повышении ее качества.
* (Такие линии ориентированы на массовый выпуск однотипной продукции.)
Однако самая существенная перемена, которая произошла в автомобильной промышленности в связи с внедрением ГПС, заключается в расширении ассортимента модификаций одной или нескольких базовых моделей автомашины. Теперь потребитель может заказать необходимую ему модель с расширенными функциональными возможностями и с соответствующим его эстетическим представлениям внешним видом. В результате вместо массового производства одной и той же модели предприятия получили возможность без существенных материальных затрат переключаться на выпуск достаточно большого количества моделей небольшими сериями или даже на штучное производство автомобилей по заказам покупателей.
Таким образом, главная цель внедрения ГПС в любой отрасли - это автоматизация многономенклатурного серийного и мелкосерийного производства. Так как по мере развития производительных сил и повышения уровня жизни населения происходит соответствующее увеличение динамичности потребительского спроса, то доля многономенклатурного мелкосерийного и серийного производства начинает преобладать в общем объеме продукции промышленно развитых стран. Поэтому проблема гибкой автоматизации таких видов производства за счет внедрения ГПС в настоящее время вызывает глубокий интерес как у технических специалистов, так и у руководства предприятий.
В недалеком прошлом, когда отсутствовали технические средства для гибкой автоматизации, все обязанности по обеспечению функциональной гибкости того или иного технологического процесса возлагались на человека. Но для повышения производительности технологического комплекса, улучшения качества изделий и уменьшения брака настоятельно требовалось обеспечить необходимую гибкость путем внедрения автоматических механизмов. Сейчас, когда разработка таких средств гибкой автоматизации и внедрения целых ГПС во всем мире приняли форму подлинной эпидемии, не многие помнят, что все начиналось с исследовательских работ, проводимых в Японии в 1973-1975 гг. по программе "Изучение принципов и возможностей построения автоматических промышленных предприятий". Основываясь на результатах исследований, полученных в ходе выполнения этой программы, палата Технологии промышленности при министерстве внешней торговли и промышленности Японии приняла решение о финансировании проекта под названием "Сверхпроизводительная комбинированная система производства с применением лазеров". На реализацию проекта потребовалось восемь лет (с 1977 по 1984 г.) Его сметная стоимость составила 13 млрд. иен. Этот проект явился первым шагом на пути практического воплощения идеи о полностью автоматических системах производства, а его цель как раз и заключалась в построении ГПС для автоматизации многономенклатурного серийного и мелкосерийного производства. Этот проект, а также ранее упомянутая программа изучения возможностей полной автоматизации предприятий в мгновение ока оказались в центре самого пристального внимания специалистов всего мира.
В короткий срок концепции гибкой автоматизации производства завоевали популярность во всех промышленно развитых странах. Однако толчком к подлинно серьезному изучению этой проблемы и практическому внедрению ГПС послужил разразившийся в 70-х годах нефтяной кризис. Именно те предприятия, которым удалось превозмочь лихолетье или чудесным образом воскреснуть подобно птице-феникс, были первыми в ряду тех, кто устремил свои взоры на Японские острова в надежде найти ответы на вопрос какой должна быть структура предприятия, чтобы оно в тяжелую минуту могло моментально переключиться на выпуск новой, пользующейся спросом продукции или легко варьировать объем производства однотипной продукции без ощутимых потерь и простоя производственных мощностей? В результате изучения японского опыта организации промышленности и особенно технологических решений, обеспечивающих гибкую автоматизацию производства, в различных странах Европы и Америки стали разрабатываться собственные проекты создания ГПС. В ходе реализации этих проектов очень скоро выяснилось, что одним из важнейших структурных элементов ГПС, который в конечном итоге определяет степень гибкости всей производственной системы, являются транспортные подсистемы, посредством которых осуществляется передача сырья, заготовок, деталей и изделий между технологическими операциями от станка к станку, от одного обрабатывающего модуля к другому, от одного цеха к другому. Таким образом, неожиданный на первый взгляд повышенный интерес промышленности к мобильным транспортным роботам обусловлен ничем иным, как переходом предприятий к практическому освоению концепций ГПС.
Примеры ГПС, использующие мобильные роботы
Сейчас сообщения из той или иной страны о создании транспортных подсистем ГПС на основе внедрения мобильных роботов поступают чуть ли не ежедневно. Однако совсем недавно предприятия, которые применяли мобильные роботы, можно было пересчитать по пальцам. Среди них в первую очередь отметим такие, как завод "Rivalto" автомобильной компании FIAT, внедривший транспортную роботизированную систему "Robokate", система VMMS (многоцелевая производственная система) компании Cincinnati Melacron (США), система МВВ (ФРГ), а также гибкие транспортные системы с мобильными роботами на заводах Фудзи компании Fujitsu Fanuk (Япония). Навигация (управление направлением и скоростью движения) мобильных роботов в первых ГПС осуществлялась, как правило, с помощью сети электромагнитных кабелей, которые прокладывались непосредственно по маршруту движения роботов. Этот принцип организации движения преобладает и в транспортных роботизированных системах современных ГПС, хотя иногда применяются и другие, например оптические, отражательные системы навигации.
Фрагменты работы транспортной системы Robokate, применяемой в Италии на заводах компании FIAT в ГПС сборки-сварки кузовов легковых автомобилей, приведены на рис. 4.1-4.3. В данном случае запечетлены мобильные роботы, внедренные на гибком технологическом участке точечной сварки крыши автомобиля с остальной частью кузова. Кузов автомобиля без крыши устанавливается на мобильный робот-тележку (ROBOCARRIER). После этого тележка автоматически перемещается к участку сварки крыш, находит свободный сварочный портал (устройство для сварки крыши с кузовом) и заезжает в этот портал. В портале с помощью нескольких механических рук, которые протягиваются к кузову буквально со всех сторон - слева, справа, сверху и снизу, - крыша точно и плотно прижимается к соответствующим участкам кузова (стойкам). После фиксации крыши в работу вступает сварочный робот, который выполняет точечную сварку всех участков соединения крыши со стойками. В случае когда все сварочные порталы заняты, вновь прибывший мобильный робот с автомобильным кузовом отъезжает в специально предусмотренную зону ожидания.
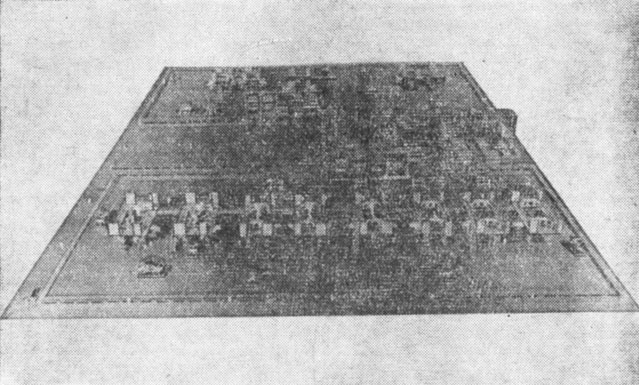
Рис. 4.1. Транспортная роботизированная системе 'Robocate' (фирма FIAT)

Рис. 4.2. Навигационная сеть для мобильных роботов ROBOCARRIER (фирма FIAT)
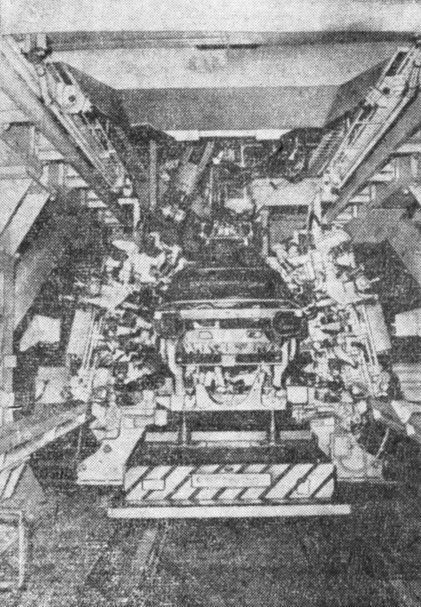
Рис. 4.3. Многорукий автоматический манипулятор прижимает крышку кузова к стойкам кузова автомобиля, расположенного на платформе мобильного робота ROBOCARRIER (фирма FIAT)
Отмечая достоинства рассмотренного сварочного комплекса с мобильными роботами, в первую очередь надо назвать следующие:
● применение мобильных тележек позволяет повысить коэффициент использования порталов точечной сварки;
● увеличение гибкости участка сварки кузова и крыши по отношению к различным типам моделей автомобилей (так как при частичной реконструкции каких-либо сварочных порталов очень легко изменить трассы перемещения мобильных тележек);
● замена ленточного конвейера мобильными роботами приводит к уменьшению шума, вибрации, при этом внешний вид производственного участка становится более привлекательным.
К числу основных недостатков данного способа гибкой автоматизации операций транспортировки кузовов необходимо отнести резкое сокращение производительности технологического участка по отношению к общей площади, занимаемой оборудованием и трассами роботов на этом участке. Для Японии, где стоимость земельных участков и производственных площадей особенно велика, этот недостаток приобретает весьма серьезное значение.
Схема минимального структурного элемента (модуля) многоцелевой производственной системы VMMS* с транспортными мобильными роботами представлена на рис. 4.4. Основная цель внедрения этой системы заключается в повышении производительности технологических участков механической обработки за счет автоматизации операции передачи деталей, заготовок и оснастки между отдельными станками, а также между станками и накопителями. Все транспортные операции в VMMS выполняются с помощью мобильных роботов.
* (VMMS (variable mission manufacturing system) разработана американской фирмой Cincinnati Melacron, крупнейшим в США производителем станков для механической обработки.)
Рис. 4.4. Структурный элемент многоцелевой производственной системы VMMS с мобильными роботами фирмы Cincinnati Melacron. 1-7 - компьютеры, стойки управления и обучения (системные контроллеры); 8 - зона для движения транспортных средств
На рис. 4.4 символом В обозначены так называемые станции загрузки-выгрузки, которые связывают каждый из модулей VMMS с внешними модулями и подсистемами. В каждой из таких станций происходит подача в модуль деталей и материалов (заготовок), предназначенных для обработки, а также новых обрабатывающих инструментов (резцов). Эти станции предназначены также для выведения из модуля деталей и заготовок, прошедших заданную обработку, и затупившегося режущего инструмента. Перед тем как поступить в станцию загрузки-выгрузки, все заготовки с помощью специальных вспомогательных устройств помещаются на поддоны (паллеты), а режущий инструмент закрепляется в кассеты. Каждая из станций загрузки-выгрузки реализована в виде ворот П-образной формы. Сверху на "воротах" устанавливаются паллеты с заготовками, кассеты с резцами. Транспортный робот С заезжает в "ворота", снимает сверху паллету или кассету и, удерживая их, отправляется по заданному маршруту к какому-либо из станков или на склад. Каждый мобильный робот системы VMMS помимо выполнения чисто транспортных функций может автоматически поднимать или опускать на заданную величину платформу с размещенными на ней паллетой и кассетой. Такая возможность существенно облегчает реализацию операций загрузки и выгрузки.
Устройство мобильных роботов, применяемых для выполнения транспортных операций в системе VMMS, схематически показано на рис. 4.5. Эти роботы не имеют принципиальных конструктивных отличий от большинства других мобильных роботов аналогичного назначения. Управление скоростью и направлением движения мобильного робота осуществляется с помощью пары ведущих колес, расположенных в центральной части тележки по одному справа и слева. Навигация (прокладка маршрута) робота С выполняется посредством сети электромагнитных кабелей G (рис. 4.4), проведенных по всем возможным маршрутам движения транспортных роботов.
Рис. 4.5. Устройство мобильных транспортных роботов, применяемых в системе VMMS. Пример движения робота по узкому извилистому коридору
После загрузки каждый транспортный робот С отвозит заготовки и новый инструмент к так называемой станции заготовок соответствующего обрабатывающего станка с ЧПУ А. Кодовый номер станка, к которому в данный момент должен направиться робот, написан на паллете с заготовками. Подвезенные мобильным роботом паллеты с заготовками, отдельные заготовки и режущий инструмент выгружаются в приемное устройство (входной порт) Н станции заготовок В. Транспортировка заготовок и инструмента из приемника Н в станцию В вплоть до установки их в обрабатывающий станок с ЧПУ осуществляется с помощью специальных подающих автоматических устройств. В процессе транспортировки детали размещаются в нужном порядке и с высокой точностью устанавливаются в станок А. Обработанные детали, а также затупившийся режущий инструмент удаляются из системы через выходной порт D. Транспортировка деталей от станка до выходного порта осуществляется в последовательности, обратной по отношению к вышеописанному порядку подачи заготовок от входного порта к станку. Таким образом, в рассмотренной производственной системе на долю человека приходятся всего лишь две операции, т. е. от него требуется установить паллеты для заготовок и кассеты для инструмента в выходном порту D и ввести в центральное устройство управления производственной системой написанный на паллете кодовый номер.
Перечислим основные преимущества внедрения мобильных роботов в рассмотренную ГПС механической обработки.
● В условиях многономенклатурного производства на участке механической обработки может одновременно обрабатываться большее количество деталей различной сложности. Поскольку время обработки зависит от типа и сложности деталей, в каждый момент времени может оказаться, что некоторые из обрабатывающих станков будут работать с перегрузкой (возникает очередь необработанных деталей), а другие будут простаивать. Мобильные роботы могут распознавать свободные станки и быстро подвозить к ним заготовки. Таким образом сокращается время простоя отдельных станков и повышается общий коэффициент использования оборудования в таких дорогостоящих производственных системах, как современные участки механической обработки на базе станков с ЧПУ.
● По сравнению с конвейерными системами транспортные системы, обслуживаемые мобильными роботами, легче устанавливать, значительно проще расширять, сокращать или модифицировать маршруты обслуживания.
● Сравнительно проще решаются задачи добавления, исключения или замены обрабатывающих станков в производственной системе.
● Так как транспортные роботы помимо заготовок могут перевозить к станкам и соответствующий режущий инструмент, то по сравнению с традиционными обрабатывающими центрами повышается степень автоматизации обработки, увеличивается гибкость производственной системы и расширяются ее функциональные возможности.
● Мобильный транспортный робот может произвольным образом выбирать любой из допустимых маршрутов. В результате появляется возможность не только доставлять заготовки и инструмент к любому свободному на текущий момент станку, но и выбирать оптимальный с точки зрения времени доставки транспортный маршрут.
Фрагмент ГПС ММВ (ФРГ) с мобильными роботами показан на рис. 4.6, а один из возможных вариантов объединения с помощью мобильных транспортных роботов механообрабатывающих ГПС и автоматических складов в одну безлюдную производственную систему - на рис. 4.7.
Рис. 4.6. ГПС МВВ с мобильными транспортными роботами (ФРГ). 1 - мобильный робот; 2 - автоматическое устройство подачи паллет; 3 - управляемые ЭВМ и непосредственно управляемые станки с ЧПУ (станки типа CNC и DNC)
Рис. 4.7. Структура безлюдного производства, полученная объединением ГПС с автоматической транспортно-складской системой (Nichon Rinsoki). 1 - подвоз сырья и комплектующих деталей; 2 - вывоз готовой продукции; 3 - 'безлюдная' транспортная автомашина; 4 - подвижные стеллажи с электроприводами; 5 - 'безлюдная' транспортная автомашина; 6 - автоматическая тележка; 7 - автоматическая тележка; 8 - автоматическая тележка; 9 - центр управления производством; 10 - автоматическая платформа
Применение автоматических транспортных систем в больницах
Наглядным примером использования мобильных роботов во внепроизводственных сферах является применение их для выполнения автоматических транспортных операций в больничных помещениях. До сих пор все необходимые транспортные операции в больницах выполняются почти исключительно вручную специальным медицинским персоналом. Особенно плохо обстоит дело с перевозкой больных на операцию. Эта работа оказывается непосильно тяжелой для пожилых санитаров и зачастую является причиной физических травм и других недугов. В настоящее время автоматизация перевозки больных является одной из наиболее актуальных проблем. Своего решения ждут и проблемы автоматизации таких несложных, но чрезвычайно трудоемких ввиду их многочисленности транспортных операций, как снабжение питанием лежачих больных, разнос по кабинетам и палатам лекарств и медицинских карт, смена белья и постельных принадлежностей и многие другие.
Общий вид мобильного робота AMS car, который применяется в автоматизированной госпитальной транспортной системе, разработанной американской фирмой AMS, показан на рис. 4.8. Робот состоит из автоматической транспортной тележки и сменного контейнера, прикрепляемого к тележке. Контейнеры сменяются в зависимости от типа перевозимых грузов (питание, лекарства и т. п.). Автор книги, находясь в 1977 г. в США, имел возможность на практике наблюдать работу такой транспортной системы, установленной в Фэрфаксной окружной больнице. В частности, снабжение больных питанием осуществлялось следующим образом. Первоначально мобильные роботы накапливались в подвальном помещении близ кухни - в "официантской". Готовые обеды сервировались на подносы, а последние устанавливались по нескольку штук на тележки. После этого вызывался свободный мобильный робот и на него погружалась тележка с подносами. Мобильный робот плавно и бесшумно перемещался по подземному коридору, автоматически останавливался около лифта, вызывал лифт, заезжал в автоматически открывающиеся двери и поднимался на требуемый этаж больницы (рис. 4.9). Аналогично был автоматизирован процесс разноса лекарств, медицинских документов и прочих принадлежностей. Смена белья, стирка и дезинфекция также не обходились без мобильных роботов, которые прекрасно выучили дорогу в прачечную или стерилизаторскую (рис. 4.10).
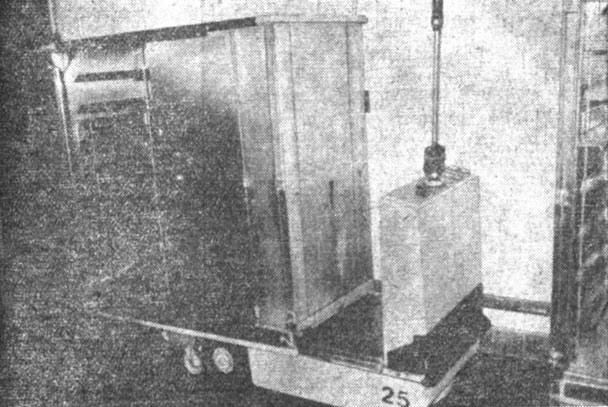
Рис. 4.8. Автоматический мобнлышй робот AMS car перевозит контейнер, в котором установлены подносы с обедами для больных. (Государственная больница, г. Фэрфакс, США)
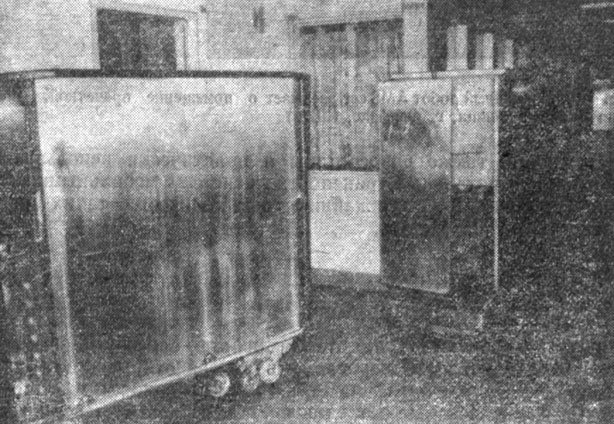
Рис. 4.9. Группа мобильных роботов AMS car движется по коридору больницы (Государственная больница, г. Фэрфакс, США)
Рис. 4.10. Мобильный робот AMS car заезжает в помещение прачечной. (Государственная больница, г. Фэрфакс, США)
В рассмотренной транспортной системе использовалось в общей сложности около 60 мобильных роботов. Управление работой каждого из роботов осуществлялось с помощью центрального компьютера. Практика показала, что внедрение автоматизированных транспортных систем в больницах встречает одобрение и поддержку как у общества в целом, так и у самих пациентов.
В Японии также разработаны и практически используются несколько госпитальных транспортных систем с мобильными роботами. По-видимому, в ближайшие годы количество таких систем будет быстро возрастать.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'