Обслуживание ванн гальванопокрытий
Применение ПР в цехах гальванопокрытий позволяет освободить рабочих от тяжелого труда во влажной атмосфере, насыщенной испарениями вредных и зачастую ядовитых химических соединений. ПР выполняют установку, снятие и перенос из ванны в ванну подвесок (корзин, контейнеров) с деталями, которые подвергаются подготовительно-финишным (обезжиривание, травление, промывка) и основным (цинкование, никелирование, меднение, хромирование и т. д.) операциям.
Для обслуживания ванн гальванопокрытий применяют:
- универсальные ПР ("Unimate", "Versatran"), устанавливаемые стационарно или на, подвижной рельсовой тележке, которая позволяет ПР перемещаться вдоль ряда ванн;
- некоторые модели транспортных роботов, ПР, предназначенные для группового обслуживания станков (СМ40Ф2.80.01 и УМ160Ф2.81.01 с дли ной хода по монорельсу соответственно 12 и 18 м);
- специализированные ПР, работающие в составе автоматических линий гальванопокрытий.
ПР должны быть защищены от корродирующего воздействия испарений химических растворов, находящихся в ваннах. Грузоподъемность и скорости перемещений ПР должны обеспечивать требуемую производительность автоматической линии гальванопокрытий.
Грузоподъемность ПР определяется допустимой разовой нагрузкой, получаемой в результате суммирования собственной массы контейнера и массы загружаемых в него обрабатываемых изделий.
Скорость линейных и угловых перемещений ПР ограничивается силами инерции, возникающими в момент останова ПР, влияющими на погрешность позиционирования и устойчивость деталей, смонтированных на транспортируемых подвесках. Скорость вертикального опускания груза ограничивается силой удара рамы с подвеской (контейнером) о ловители ванн и устойчивостью подвешенных деталей, а скорость подъема должна обеспечивать стекание остатков раствора с контейнера, извлеченного из ванны.
ПР захватывает подвеску с деталями из гнезд специального магазина и по программе перемещает и опускает ее в ванны с соответствующими растворами. При этом в СПУ робота программируется и время выдержки контейнеров в ваннах и последовательность обслуживания ванн на линии. После окончания обработки подвеска с деталями помещается в магазин выдачи.
Автоматизированные комплексы гальванопокрытий.Универсальные роботы для обслуживания комплексов могут устанавливаться стационарно рядом с установкой для нанесения покрытий. В состав комплекса входит поворотный магазин с деталями (с контейнерами или подвесками, где расположены детали), робот и установки для нанесения покрытий (до двух единиц). При необходимости ПР устанавливают на подвижную тележку, на которой он перемещается вдоль ряда ванн, расположенных вдоль рельсового пути. Основное применение - нанесение покрытий на отдельные детали, которые требуется дополнительно поворачивать и перемещать при нанесении покрытий.
Автоматические линии гальванопокрытий с применением специализированных роботов тельферного и портального типа наиболее распространены. В СССР для этой цели разработаны роботы тельферного (модели ГМ500.Ц02.01) и портального (модели ГМ500.Ц03.01) типа грузоподъемностью 500 кг.
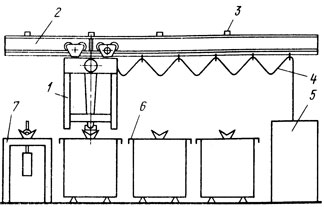
Рис. 49. Автоматическая линия нанесения гальванопокрытий с роботом тельферного типа ГМ500.Ц02.01: 1 - робот; 2 - монорельс; 3 - позиционные датчики, установленные над ваннами; 4 - кабель; 5 - система управления роботом; 6 - ванны гальванопокрытий; 7 - позиция выдачи и подготовки подвесок
Автоматические линии гальванопокрытий предназначены для нанесения гальванических, химических и анодно-оксидных покрытий: никелирования, хромирования, цинкования, кадмирования, меднения, анодрования, фосфатирования, оксидирования и др. Каждая такая линия (рис. 49, 50) состоит из одного или двух рядов ванн с технологическими растворами, сушильной камеры, робота, подготовительных стоек для хранения и комплектации контейнеров (подвесок или барабанов), командоаппарата для управления роботом, рельсового пути и различного вспомогательного оборудования для обеспечения технологического процесса.
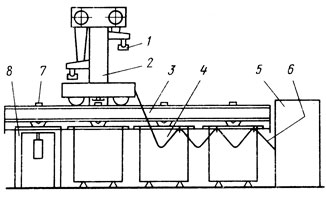
Рис. 50. Автоматическая линия нанесения гальванопокрытий с роботом портального типа ГМ500.Ц03.01: 1 - грузозахват; 2 - робот; 3 - рельсовый путь; 4 - ванны гальванопокрытий; 5 - система управления роботом; 6 - электрокабель; 7 - позиционные датчики, установленные над технологическими позициями (ваннами); 8 - позиция выдачи и подготовки подвесок
Детали, подлежащие покрытию, навешиваются на подвески или загружаются насыпью в барабаны и транспортируются по технологическим позициям согласно заданной программе.
В качестве транспортирующего органа применяются промышленные роботы, выполняющие следующие операции: захват подвесочного устройства или барабана, подъем, выстой на позиции для стекания растворов, передвижение на другую позицию, останов, опускание, расцепление с барабаном или подвесочным устройством, отход на очередную позицию. Эти операции выполняются в автоматическом режиме.
Технологические операции выполняются в ваннах, которые в зависимости от назначения имеют устройства для нагрева или охлаждения растворов, подачи воды на промывку, очистки зеркала раствора. Ванны с вредными выделениями оборудованы вентиляционными отсосами.
Сушка деталей производится в сушильных камерах путем обдува горячим воздухом.
Гальванические барабаны выполнены из полипропилена.
Участки снабжаются устройствами для регулирования и контроля основных параметров технологического процесса, для фильтрации электролитов, выпрямителями переменного тока.
Управление роботом осуществляется с вынесенного командоаппарата через гибкий кабель, подвешенный вдоль рельсового пути, на котором также расположены датчики для остановки робота на позициях загрузки выгрузки ванн.
Движение робота (автооператора) к позиции для извлечения контейнера с обрабатываемыми деталями осуществляется с опущенным грузозахватом. После остановки робота (автооператора) включается привод подъема грузозахвата, и контейнер извлекается из ванны. Далее следует перенос контейнера к следующей позиции.
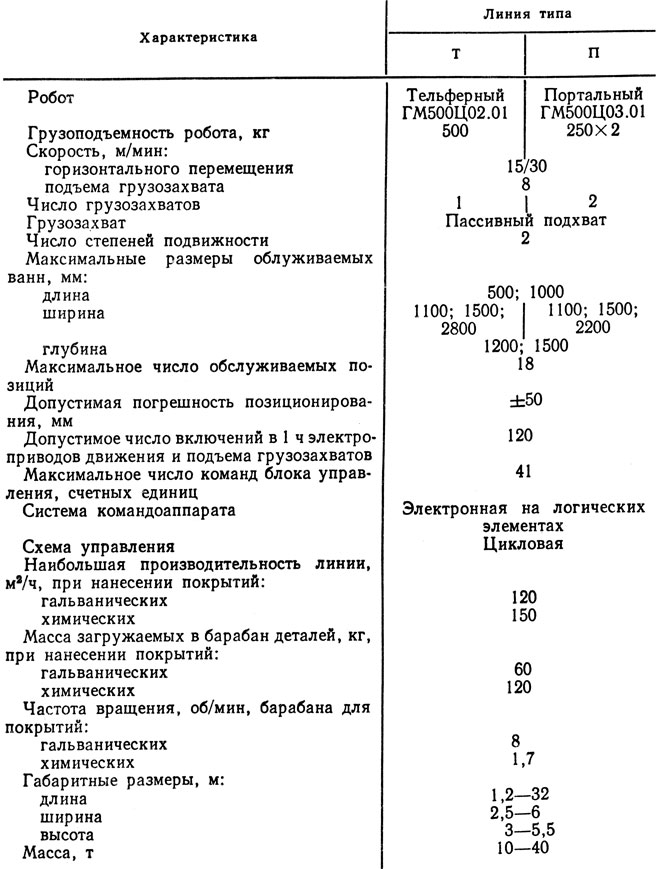
Таблица 11. Технические данные автоматических линий гальванопокрытий, оснащенных роботами тельферного и портального типов
Примечание. Для управления можно использовать систему мод. УЦМ-20.
Технические данные автоматических линий приведены в табл. 11. Принципиальных отличий в их конструкциях нет, за исключением типов используемых роботов. Тип робота, которым оснащается линия, определяется конкретными производственными условиями (возможностью установки в цехе монорельсового пути). В зависимости от требований технологического процесса каждая линия комплектуется одним или двумя роботами.
ПР тельферного типа мод. ГМ500Ц02.01 является наиболее применяемым. Для перемещения вдоль ванн линии гальванопокрытий (см. рис. 49) применяется монорельсовый путь, подвешиваемый к перекрытию цеха или к специальным Г-образным стойкам. Монорельс может быть прямолинейным (в однорядных линиях) или замкнутым, овальным в плане,- при обслуживании двух параллельных рядов ванн.
К преимуществам этого типа роботов относятся:
- компактность линии, поскольку монорельсовый путь может быть подвешен к перекрытию цеха;
- свободный доступ к ваннам линии, что имеет большое значение при их обслуживании и ремонте;
- небольшая металлоемкость роботов и линии в целом.
ПР портального типа мод. ГМ500Ц03.01 применяют в тех случаях, если в цехе невозможно установить монорельсовый путепровод. Для его перемещения вдоль линии используют двухрельсовый путь, укрепленный на кронштейнах, установленных непосредственно на бортах ванн (см. рис. 49). К недостаткам конструкции линии с такими роботами можно отнести невозможность обслуживания одним ПР автоматических линий с двухрядной компоновкой ванн; увеличение габаритов линии в плане из-за установки дополнительных стоек для крепления концов рельсового пути в начале и конце линии; затрудненность доступа к ваннам при обслуживании и ремонте, чему мешает рельсовый путь, закрепленный на бортах ванн.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'