Автоматизация транспортно-складских работ
Основной задачей ПР при автоматизации транспортно-складских работ является обеспечение связи между транспортными потоками, между транспорт-но-грузовыми потоками и технологическими операциями, а также автоматизация переработки грузов: затаривание, консервация, формирование в партии, загрузка в контейнеры, погрузка в транспортные средства, штабелирование и собственно транспортирование.
При выполнении погрузочно-разгрузочных и транспортно-складских работ имеют место следующие типы операций:
- транспортирование грузов, осуществляющее связь между позициями хранения грузов, транспортно-грузовыми потоками и технологическим или вспомогательным оборудованием;
- погрузочно-разгрузочные операции, связывающие транспортные потоки;
- погрузочно-разгрузочные операции переработки грузов.
Транспортирование грузов осуществляется подвесными и напольными передвижными ПР (см. гл. 4).
Погрузочно-разгрузочные операции, связывающие транспортные потоки.
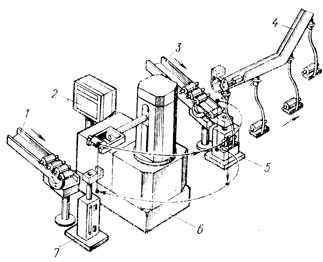
Рис. 51. Промышленный робот для связи двух конвейеров: 1 - лотковый наклонный конвейер; 2 - система управления роботом; 3 - лотковый наклонный конвейер; 4 - подвесной конвейер; 5,7 - кантователи; 6 - робот
Наиболее широкое применение находят ПР при автоматизации погрузочно-разгрузочных операций, связывающих транспортно-грузовые потоки (перенос объектов с одного конвейера на другой, съем деталей с конвейера и укладка их в тару или в ящик для последующей упаковки и т. п.). Типичный пример применения ПР для связи двух конвейеров показан на рис. 51. Для связи транспортных потоков могут использоваться стационарные или передвижные ПР в напольном или подвесном исполнении. Почти все разработанные модели ПР могут быть использованы для этой цели.
Если к ПР поступают детали, расположенные упорядоченно в ориентирующей таре, то он может быть использован для установки на начальную позицию автоматической линии или для загрузки конвейера. В настоящее время разработаны опытные образцы ПР, обеспечивающие выбор неориентированных деталей из навала (например, ПР мод. УМ40Ф4.25.11 и "Адам-02" конструкции ЭНИМСа), что открывает дополнительные возможности использования их для обслуживания начальных позиций автоматических линий и загрузки конвейеров.
Автоматизация складских работ является одним из общепринятых решений по автоматизации операций приема, выдачи и хранения заготовок и готовых изделии в рамках гибкой производственной системы. Склады машиностроительных предприятий могут иметь различную конструкцию [47]. Для автоматизированных производственных систем наибольшее распространение получили склады, состоящие из стеллажей, выполненных из секций, одного или нескольких штабелеров, погрузрчно-разгрузочных механизмов и транспортных устройств, обеспечивающих связь с основным технологическим оборудованием. Автоматизация всех транспортно-складских операций, связанных с обслуживанием стеллажей склада, может быть обеспечена с помощью ПР.
В зависимости от конструкции склада и типа системы управления могут быть обеспечены следующие режимы работы:
- наладочный - осуществляется оператором с наладочного пульта, расположенного на штабелере;
- дистанционный - осуществляется оператором с центрального пульта управления;
- полуавтоматический по программе с предварительным набором - оператор вручную вводит программу для штабелера на отработку комплекса действий в заданной последовательности;
- автоматизированный - программа работы склада на определенный период времени (для отработки определенного комплекса действий) разрабатывается заранее; после отработки одной программы переход к отработке другой или к работе в другом режиме осуществляется по команде оператора;
- автоматический - с управлением от ЭВМ - обеспечивает запоминание поступивших на склад деталей, выдачу информации о местоположении отдельных партий заготовок и деталей, учет обработанных и необработанных деталей и степени заполнения склада, а также расчет последовательности обработки партий деталей на станках (в зависимости от наличия заготовок, инструмента, управляющих программ и готовности станков).
Штабелер, которым комплектуются склады, представляет собой каретку, перемещающуюся по двум координатам вдоль стеллажей склада. На каретке установлена рука с грузовой платформой, способной выдвигаться в ячейки склада. Управление работой штабелера осуществляется с автономного пульта, с центрального пульта оператора или с рабочих мест станочников. Такие автоматизированные склады, обеспечивающие хранение и выдачу заготовок, деталей и инструмента, могут быть применены в производственных системах с различной серийностью выпуска продукции. Подробнее о конструкциях автоматизированных складов см. [47].
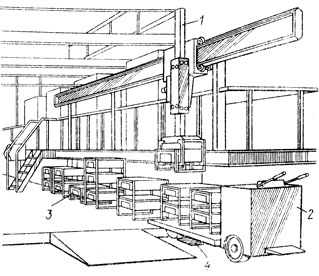
Рис. 52. Робот-трансманипулятор для выполнения транспортно-складских работ
Для выполнения простейших складских операций могут быть применены роботы-трансманипуляторы. На рис. 52 показан пример конструктивной проработки склада, где детали хранятся в контейнерах, установленных в несколько рядов (один над другим) на специально выделенной площадке. Контейнеры 3 с заготовками разгружаются роботом 1 с передвижных межцеховых или внутрицеховых транспортных средств 2. При этом электрокар 2 должен всегда устанавливаться на фиксированную позицию (наезжать задними колесами на гравитационный платик 4, опускание которого формирует сигнал вызова роботу 1), Захватное устройство ПР оснащено тактильным щупом, который при контакте с контейнером, установленным на платформе электрокары, формирует сигнал на выполнение операции захватывания. Рука ПР установлена на каретке, перемещающейся по монорельсу вдоль складской площадки. ПР обеспечивает выполнение следующих операций: загрузку-выгрузку транспортных средств, перемещение контейнеров вдоль складской площадки и складирование их в несколько рядов на фиксированных позициях, распределение контейнеров по фиксированным позициям в соответствии с набором адресов, переданных с диспетчерского пульта, поиск контейнеров и установку их на приемосдаточные позиции. Эти функции обеспечивают возможность применения подобных ПР для обслуживания простейших складских площадок.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'