Выбор изделия под сварку комплексом РТКД-1
Важное условие эффективного использования РТК - правильный выбор изделия под роботизированную сварку. Мировая практика эксплуатации сварочных роботов позволила сформировать основные требования к таким изделиям. Однако требования могут меняться в зависимости от особенностей конкретных роботов и РТК, условий реального производства. Например, по опыту использования РТКД-1 выработаны рекомендации к выбору изделий под сварку с учетом эксплуатационных характеристик комплекса.
В табл. 1 приведены данные по сварке различных изделий на заводах отрасли с помощью РТКД-1. Поясним табличные обозначения подробнее:
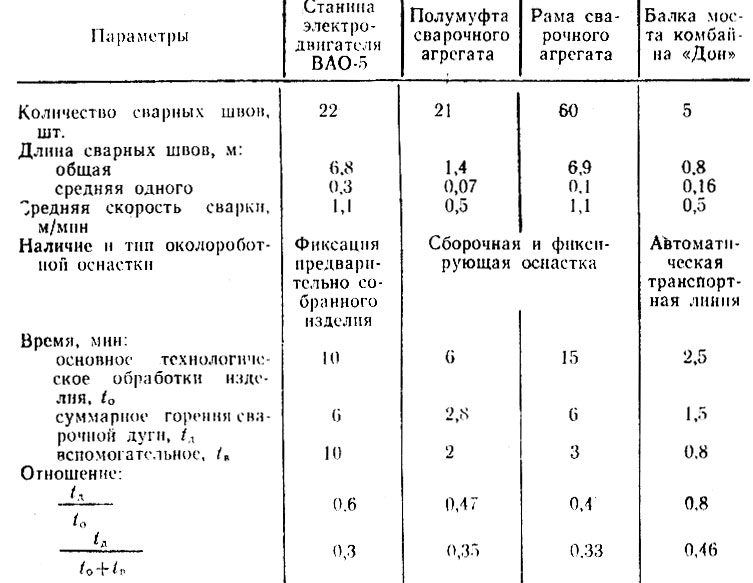
Таблица 1. Основные показатели сварки изделий комплексом РТКД-1
tв - вспомогательное время подготовки изделия под сварку (прихватка отдельных элементов изделия вне РТК, сборка и фиксация изделия в рабочей зоне РТК, выгрузка обработанного изделия);
отношения показывают, какую часть основного технологического  и оперативного
и оперативного  времени занимает сварочный процесс.
времени занимает сварочный процесс.
Из табл. 1 следует, что:
1. Доля сварочного времени от основного технологического времени в значительной степени зависит от количества сварных швов на изделии. Отношение  уменьшается с увеличением количества швов за счет увеличения количества переходов горелки между швами. Так, при одинаковой общей длине сварного шва и средней скорости сварки у станины двигателя ВАО-5 и рамы сварочного агрегата для последней отношение - в 1,5 раза меньше за счет большего количества швов.
уменьшается с увеличением количества швов за счет увеличения количества переходов горелки между швами. Так, при одинаковой общей длине сварного шва и средней скорости сварки у станины двигателя ВАО-5 и рамы сварочного агрегата для последней отношение - в 1,5 раза меньше за счет большего количества швов.
2. Отношение  уменьшается при уменьшении общей длины сварного шва. При одинаковом количестве швов у станины двигателя ВАО-5 и полумуфты сварочного агрегата отношение для последней значительно ниже.
уменьшается при уменьшении общей длины сварного шва. При одинаковом количестве швов у станины двигателя ВАО-5 и полумуфты сварочного агрегата отношение для последней значительно ниже.
3. Сравнение отношений  показывает, что разница между ними увеличивается с увеличением времени подготовки изделия под сварку (вспомогательного времени). Причем отсутствие сборочной оснастки в составе РТК резко уменьшает отношение
показывает, что разница между ними увеличивается с увеличением времени подготовки изделия под сварку (вспомогательного времени). Причем отсутствие сборочной оснастки в составе РТК резко уменьшает отношение  Так, отсутствие сборочной оснастки на манипуляторе изделия при сварке станины двигателя ВАО-5 приводит к необходимости введения операции прихватки ребер охлаждения к корпусу двигателя вне РТКД-1, что резко увеличивает вспомогательное время tв. При этом отношение
Так, отсутствие сборочной оснастки на манипуляторе изделия при сварке станины двигателя ВАО-5 приводит к необходимости введения операции прихватки ребер охлаждения к корпусу двигателя вне РТКД-1, что резко увеличивает вспомогательное время tв. При этом отношение  уменьшается по сравнению с в 2 раза.
уменьшается по сравнению с в 2 раза.
Анализ данных табл. 1 показывает, что при использовании РТКД-1 наиболее выгодным является обработка изделий с большей длиной сварного шва и меньшим количеством швов, а также при использовании сборочной и фиксирующей оснастки непосредственно в составе РТК.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'