6.4. Операции штамповки
1) Пример использования робота с крупногабаритным прессом. На линиях штамповки, получивших большое распространение в отраслях с массовым производством, уже давно ведутся работы по автоматизации процессов подачи заготовок и съема деталей с целью повышения производительности труда и увеличения безопасности операций. Рассмотрим пример применения роботов на такой линии.
На фиг. 6.12 показана схема расположения оборудования на участке с 1200-тонным прессом (1) до внедрения робота. Две операции на основном и обрубном прессах выполняют совместно два оператора.
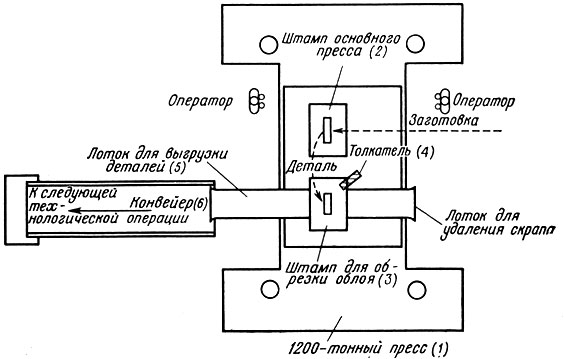
Фиг. 6.12. Схема технологического участка штамповки до внедрения робота (фирма 'Кавасаки Дзюкогё')
- Первый оператор (справа) отделяет заготовку от матрицы после ее обработки на основном прессе и выгружает ее.
- Заготовка перемещается к обрубному прессу.
- Заготовка устанавливается в матрицу пресса.
- Второй оператор подает заготовку к основному прессу.
- Операторы управляют работой прессов от пультов с помощью кнопок ручного управления.
- Деталь удаляется после обрезки, и облой отбрасывается.
- Заготовка транспортируется для дальнейшей обработки. В данном примере выгрузка заготовки после обработки на обрубном прессе и ее транспортировка для последующей обработки уже автоматизированы при помощи выталкивателя (4), разгрузочного склада (5) и конвейера (6).
Операции 2 и 3 - это не только простое перемещение заготовки. Они включают операции установки заготовки в матрице обрубного пресса, требующие от рабочего довольно тонкого восприятия положения детали. Их автоматизация до сих пор вызывала большие трудности.
Операции 1 и 4 были автоматизированы при помощи толкателей и питающих механизмов, а на операциях 2 и 3 были применены роботы.
Ниже дано пояснение последовательности операций технологического процесса после применения робота. Схема участка показана на фиг. 6.13.
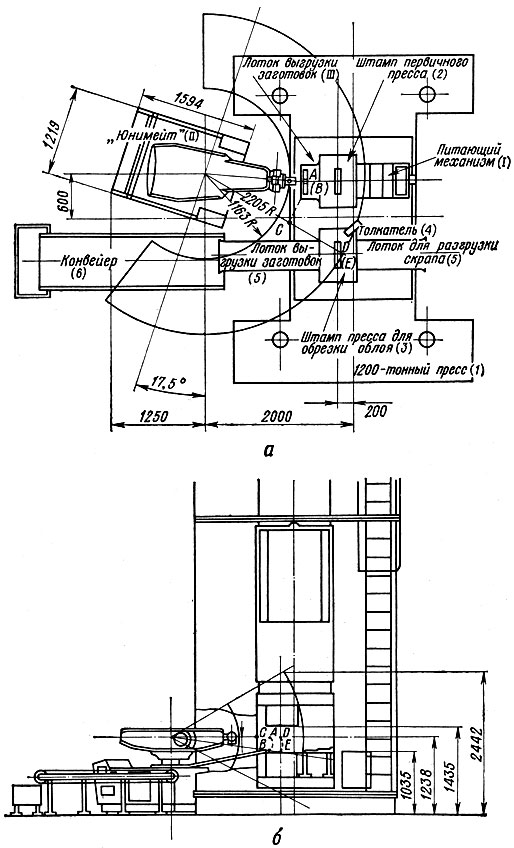
Фиг. 6.13. Схема технологического участка штамповки после внедрения робота (фирма 'Кавасаки Дзюкогё')
- После окончания штамповки пуансон поднимается вверх до определенного положения и по сигналу включается питающий механизм основного пресса, который подает заготовку в матрицу пресса. Одновременно готовая деталь выгружается на разгрузочный лоток.
- Деталь, обработка которой на обрубном прессе закончена, и облой при помощи толкателя выгружаются на соответствующие разгрузочные лотки.
- Робот начинает работу после получения сигналов о прохождении плунжера через определенную точку при движении вниз, о подаче заготовки в основной пресс и о поступлении детали из основного пресса в определенное место разгрузочного лотка.
- Схват при вертикальном движении руки перемещается из позиции ожидания А в позицию В.
- При остановке в позиции А от сигнала блокировки включается привод схвата, который зажимает деталь, доставленную в точку В при помощи разгрузочного лотка.
- Деталь поднимается вверх вертикальным движением руки, а путем разворота и продольного движения руки она переносится к обрезному прессу (А → С → D).
- Деталь ориентируется поворотом кисти, а путем вертикального движения руки она вводится в матрицу.
- При вводе детали в матрицу подается команда на раскрытие схвата, так что деталь остается в матрице.
- Рука поднимается, движется обратно вдоль своей оси и поворачивается. В результате схват возвращается в исходное положение.
- По командам операторов включаются прессы. Таким образом удалось высвободить по одному человеку из каждой бригады рабочих.
Чтобы заменить рабочего роботом на операции установки деталей в матрицу обрезного пресса, требующей достаточно высокой точности, применяются специальные схваты, в которых зажимы снабжены резиновыми прокладками, компенсирующими неточность за счет своей эластичности.
2) Пример применения робота с тремя прессами. На фиг. 6.14 и 6.15 показан пример выполнения операций подачи и съема деталей с трех прессов, расположенных вокруг робота. Робот оснащен специальной рукой, которая имеет балку, укрепленную в средней части на месте схвата. На обоих концах балки на расстоянии около 1 м от оси руки установлено по схвату.
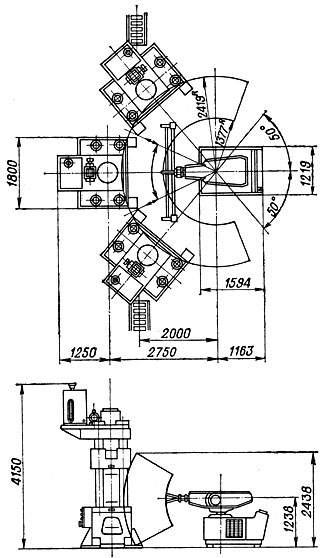
Фиг. 6.14. Схема взаимного расположения трех прессов и робота (фирма 'Кавасаки Дзюкогё')
Фиг. 6.15. Три пресса и робот (фирма 'Кавасаки Дзюкогё')
Расстояние между схватами соответствует расстоянию между матрицами двух прессов. Схваты одновременно захватывают отштампованные детали с первого и второго прессов, затем поворачиваются вместе с рукой и одновременно подают на второй и третий прессы детали, снятые с первого и второго прессов. Операции съема отштампованной детали с третьего пресса и подачи заготовки в первый пресс выполняются не роботом, а самостоятельным автоматическим устройством.
3) Применение робота с малогабаритным прессом. На фиг. 6.16 показан пример применения робота с двумя руками для обслуживания малогабаритного пресса. Обслуживание данного рабочего места рассчитано на оператора, поэтому в случае применения робота используется дополнительное устройство подъема и спуска лотка.
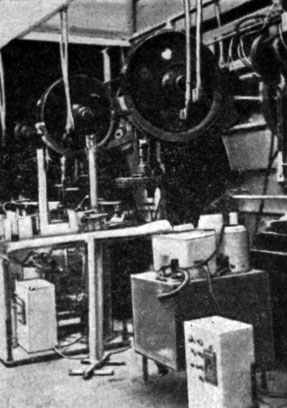
Фиг. 6.16. Обслуживание малогабаритного пресса (фирма 'Тосиба Кикай')
Это разъясняется на фиг. 6.17. Здесь 1 - начало цикла; рука разворачивается вправо в позицию 2, опускается в позицию 3, и схват с деталью закрывается; рука поднимается в точку 4, делает разворот влево в позицию 5, опускается в позицию 6, где схват открывается и деталь оставляется на лотке. Затем рука поднимается в позицию 7 и, развернувшись вправо в позицию 8, возвращается в исходное положение, где, сделав промежуточную остановку, ждет следующего сигнала пуска. В качестве внешних сигналов используются сигналы прохождения пуансоном верхней мертвой точки и сигналы перемещения устройства подъема и спуска лотка в верхнее или нижнее положение.
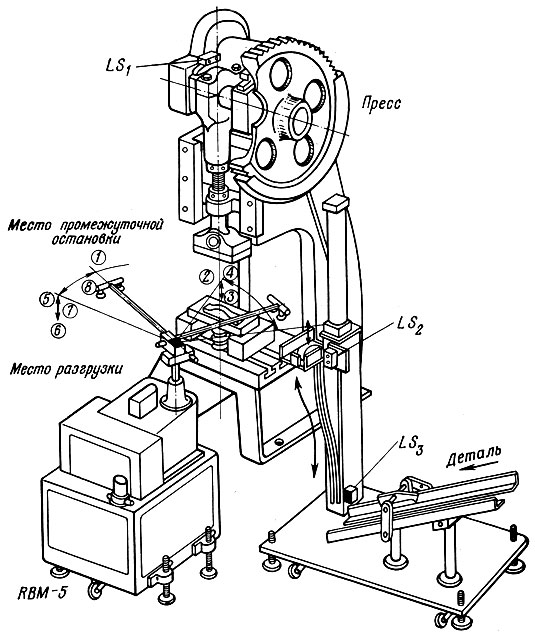
Фиг. 6.17. Схема совместной работы робота с малогабаритным прессом (фирма 'Тосиба Кикай')
4) Другой пример использования робота с малогабаритным прессом. На фиг. 6.18 показан пример применения робота на участке штамповки, содержащем два пресса. Это пример последовательной транспортировки, когда заготовка подается в матрицу пресса № 1 при помощи толкателя; робот после первой операции перемещает деталь к прессу № 2, а после второй операции - на ленточный конвейер.
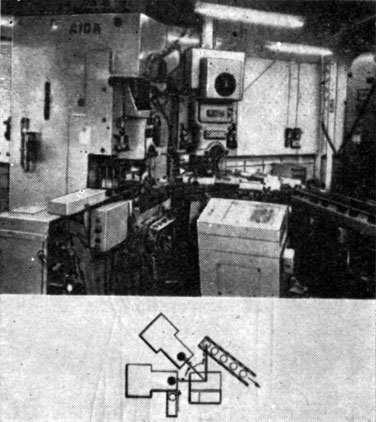
Фиг. 6.18. Практическое использование робота с малогабаритным прессом (1) (фирма 'Аида Энджинщшнг')
Пример использования роботов на другом участке штамповки с иной планировкой, когда конвейер расположен между прессами, показан на фиг. 6.19.
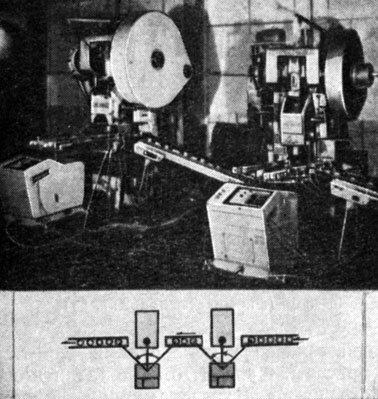
Фиг. 6.19. Практическое использование робота с малогабаритным прессом (2) (фирма 'Аида Энджиниринг')
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'