6.5. Обслуживание процесса термической обработки
Термическая обработка - опасный и тяжелый процесс, проходящий при высокой температуре, поэтому его давно пытаются автоматизировать. Однако операции перемещения деталей, в том числе извлечение их из печи, подача в закалочную печь и выемка оттуда, до сих пор с трудом поддавались автоматизации.
1) Пример практического применения робота при обслуживании процесса закалки зубчатых колес. На фиг. 6.20 приведена схема технологического участка, в центре которого находится нагревательная печь, до применения робота. Ниже поясняются производимые на этом участке операции.
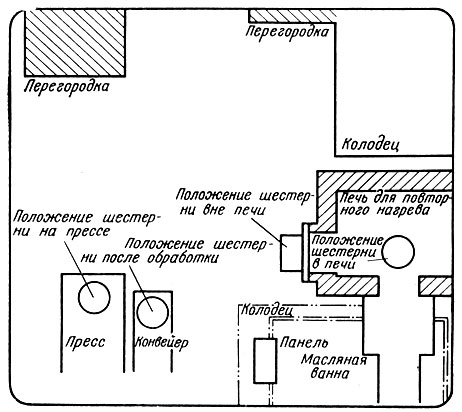
Фиг. 6.20. Схема расположения оборудования до внедрения робота (фирма 'Кавасаки Дзюкогё')
- При помощи вилочного схвата из нагревательной печи вынимаются комплект шестерен (28,6 кг) и спей-сер (5,5 кг), которые размещаются перед печью.
- Шестерни на вилах А подаются к прессу для закалки (операцию выполняют сообща два человека).
- Один рабочий клещами кладет шестерню в определенное место пресса для закалки и включает кнопку пуска этой установки.
- В это время второй рабочий возвращает вилочный схват А в исходное положение, а спейсер вилочным схватом В переносит на подставку для шестерней.
- Во время операции закалки (приблизительно в течение 4 мин) проверяют качество изделия, закалка которого закончена и которое находится на конвейере.
- После окончания операции закалки открывают пресс^ достают клещами шестерню и переносят ее на конвейер (операцию выполняют сообща два человека).
- Вновь возвращаются к положению 1 и достают из печи шестерню и спейсер.
Повторив операции 1-6 пять раз, вынимают все шестерни, сложенные в 5 рядов; закалка закончена, и завершен один цикл операций.
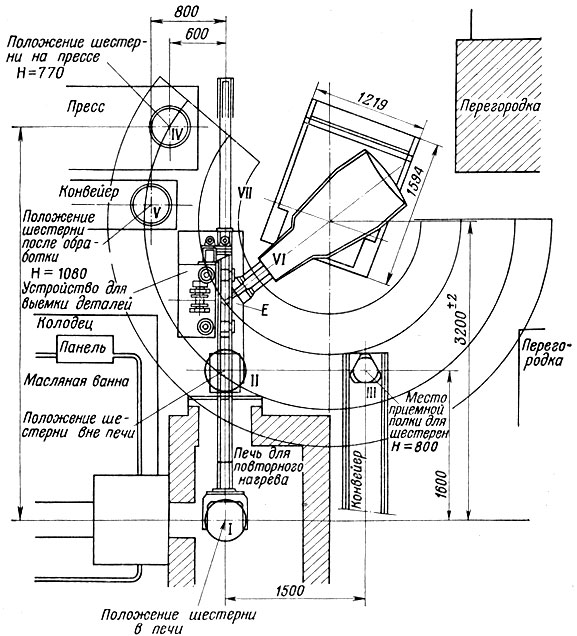
Фиг. 6.21. Схема участка термической обработки после внедрения робота (фирма 'Кавасаки Дзюкогё')
Расположение оборудования после внедрения робота показано на фиг. 6.21. При этом совершаются следующие операции:
- Специальное устройство, совершающее по сигналу возвратно-поступательное перемещение, извлекает шестерню из печи. Включение тормоза устройства осуществляется, когда рука робота отведена.
- Рука робота захватывает рукоятку устройства для выемки изделий, позиционирует вилочный схват по высоте и выключает тормоз устройства для выемки.
- Одновременно с открытием дверцы печи вилочный схват по сигналу датчика движется в печь.
- Вилочный схват берет один комплект шестерен и спейсер, вынимает их и кладет пецед дверцей печи.
- Рука робота вытягивается, захватывает спейсер и кладет на приемную подставку конвейера, находящегося сбоку от печи.
- Рука вновь возвращается в позицию перед печью, берет шестерню и переносит ее к прессу для закалки.
- Рука помещает шестерню в определенное место пресса для закалки и подает сигнал пуска пресса.
- Когда роботу подается сигнал, что операция на прессе закончена и он открыт, рука робота захватывает шестерню, кладет ее на конвейер, находящийся сбоку от пресса для закалки, и вновь возвращается в исходное положение. Операции 2-8 повторяют пять раз за один цикл.
- Кроме того, чтобы предупредить снижение температуры в печи во время открывания дверцы, ее делают двойной. Сконструированы специальные пальцы, показанные на фиг. 6.22, которые могут держать извлеченные из печи шестерню и спейсер. Последний захватывается с внутренней стороны (положение разжима), а шестерня - с наружной (положение зажима).
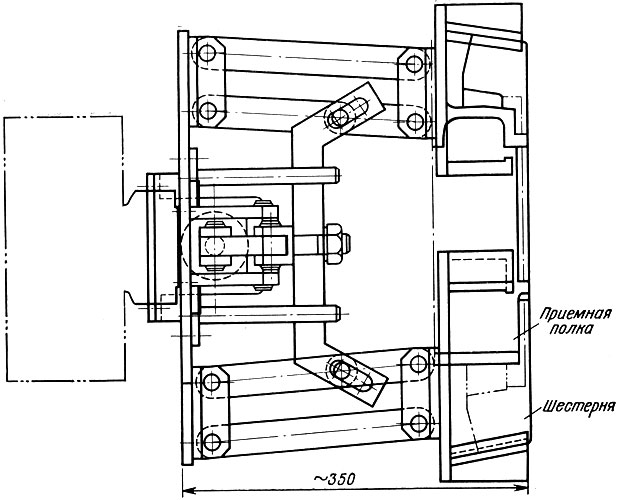
Фиг. 6.22. Специальный схват, захватывающий отдельно шестерню и спейсер (фирма 'Кавасаки Дзюкогё')
2) Процесс горячей обработки канавок сверла. На схеме фиг. 6.23 поясняются действия робота в процессе горячего формообразования канавок в изделиях диаметром не более 30 мм типа конических сверл со спиральным черенком.
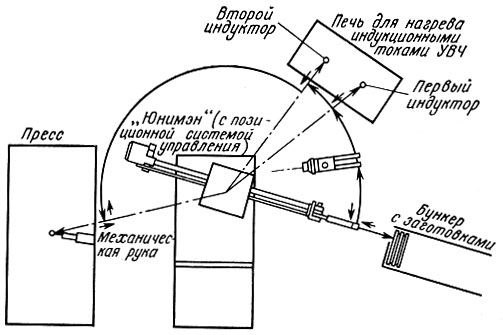
Фиг. 6.23. Планировка участка горячей обработки сверл с применением робота (фирма 'Фудзикоси')
- Рука робота протянута в бункер, схват при закрытии берет заготовку (фиг. 6.24) и рука поднимается.
Фиг. 6.24. Положение робота при выдвинутой руке и закрытом схвате с удерживаемой деталью (фирма 'Фудзикоси') - Кисть поворачивается на 90°, заготовка устанавливается вертикально, рука сгибается и разворачивается.
- Рука перемещается и останавливается над первым индуктором, опускается, и заготовка вставляется в индуктор, как показано на фиг. 6.25; схват раскрывается и опускает заготовку.
Фиг. 6.25. Установка заготовки в первый индуктор индукционной нагревательной печи (фирма 'Фудзикоси') - Рука поднимается вверх и после поворота и продольного перемещения останавливается над вторым индуктором. Затем по сигналу подтверждения нормального состояния пресса рука опускается, схват берет нагретую заготовку, рука поднимается; после поворота и продольного перемещения она останавливается над матрицей внутри пресса и вставляет заготовку в матрицу (фиг. 6.26).
Фиг. 6.26. Выдвинутая рука остановлена над матрицей (фирма 'Фудзикоси') - Схват отпускает заготовку, рука поднимается и делает обратный разворот; одновременно кисть поворачивается на 90° в обратном направлении, и рука после продольного перемещения и движения вниз останавливается в исходном положении.
- Вторая операция начинается сразу после этого: рука захватывает заготовку и вставляет ее во второй индуктор; затем она захватывает заготовку, вставленную в первый индуктор, и вводит ее в пресс.
После этого цикл повторяется. В это время отштампованное сверло извлекается с помощью пневматического выталкивателя.
3) Горячая ковка. Работа на прессах для горячей ковки - это, как правило, утомительный однообразный труд в тяжелых условиях, и в этой области следует как можно скорее внедрить роботы для замены рабочих.
В процессе горячей ковки шестерен для автомобилей робот выполняет следующие операции:
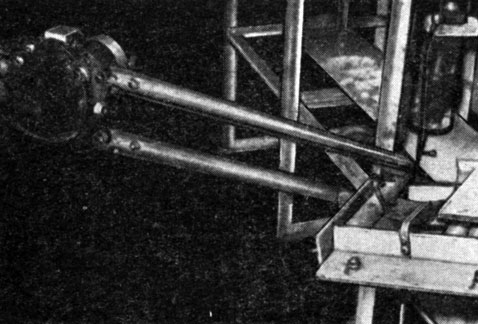
- Рука робота перемещается вперед, захватывает раскаленную докрасна заготовку и вынимает ее из печи, затем быстро перемещается в направлении стрелки R (фиг. 6.27), кладет заготовку в ручей для осадки и отходит назад.
Фиг. 6.27. Схема движений робота (фирма 'Мицубиси Дзюкогё') - От робота поступает сигнал к прессу, молот опускается и после удара вновь возвращается в верхнее положение. Получив сигнал о достижении молотом этого положения, рука робота помещает изделие в следующий ручей для предварительной штамповки и отходит назад.
- При завершении подобным же образом второго перехода рука берет поковку, поворачивается вокруг своей оси на 180° и устанавливает поковку в ручей окончательной штамповки, после чего быстро отходит назад вдоль оси R и подает сигнал на включение пресса.
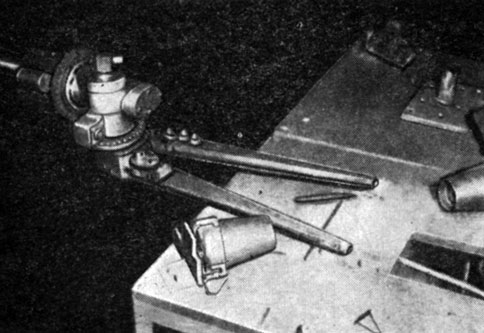
- Специально сконструированный схват позволяет на каждой стадии удерживать деталь, которая штампуется в три перехода, несмотря на значительные изменения в ее конфигурации. После окончания штамповки деталь захватывается тем же схватом, рука вдоль оси R двигается вперед над матрицей штампа и помещает деталь в лоток для транспортировки к следующему технологическому участку.
- Когда эти операции выполнялись человеком, он, помимо перечисленных выше механических действий, следил за температурой заготовки. В случае выполнения операций роботом также ведется наблюдение за температурой, чтобы избежать обработки заготовки, температура которой не соответствует температуре ковкц. Если время передачи сигналов между роботом и прессом по каким-либо причинам затягивается и температура заготовки опустилась ниже установленной, робот, получив такую информацию, переходит на другую, заранее составленную программу.
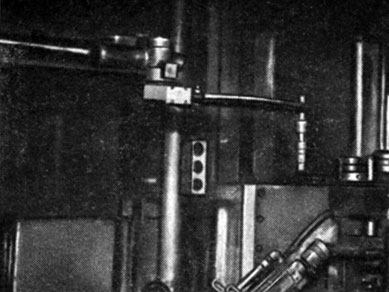
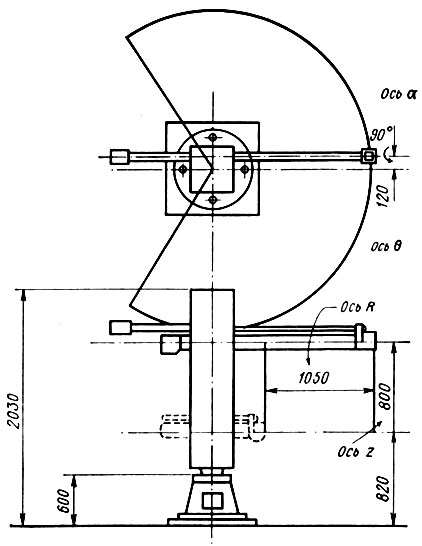
На фиг. 6.28 приведен пример такой установки.
Фиг. 6.28. Робот при обслуживании процесса ковки (фирма 'Мицубиси Дзюкогё')
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'