6.7. Автомат для связывания пряжи в прядильном производстве
Привлекает внимание разработанный совместно фирмами "Тоё Босэки" и "Томива Когё" уникальный по своим техническим данным и по конструкции автомат AYP (Automatic Yarn Piecing Machine) для связывания концов пряжи. В фирме "Тоё Босэки" десять с лишним лет назад велась разработка системы CAS (Continous Automated Spinning System - автоматизированной системы непрерывного прядения), а затем был разработан Auto Doffer - автосъемщик для кольцепрядильной машины. Наконец, был создан описываемый ниже автомат AYP.
1) Действие AYP. Из операций по ликвидации обрыва пряжи на прядильной машине мы поясним лишь основной метод соединения. Это метод, при котором вытягивают обратно пряжу из початка, на котором произошел обрыв пряжи, и присучивают его к мычке, выходящей из зажима передней пары вытяжного прибора. При обрыве пряжи в процессе работы машины, как правило, применяют именно такой метод. Поясним действия, показанные на фиг. 6.34.
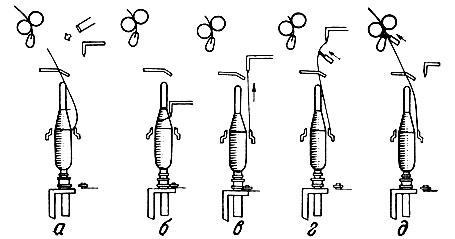
Фиг. 6.34. Последовательность действий AYP при описанном методе соединения пряжи (предложение фирмы "Тоё Босэки"). а - обход, замечен обрыв пряжи; останов в соответствующем положении; б - действие тормоза початка, захват конца пряжи; в - зажим, подъем, коррекция положения бегунка, пропускание пряжи через бегунок; г - пропускание пряжи через нитепроводник, подъем зажима, подача конца пряжи к присучивающему диску, захват конца пряжи; отрезание конца пряжи; освобождение тормоза; д - подача вперед присучивающего диска и соединение пряжц, ход назад (возврат).
а) Обход. Автомат, производя обход прядильных машин и контролируя обрывы пряжи, одновременно производит очистку воздухом прядильных машин и пола.
б) Обнаружение обрыва пряжи. Существуют оптический и механический методы обнаружения обрыва. В настоящее время применяется оптический метод контроля. Этим методом возможен также контроль цветной пряжи.
в) Останов. При обнаружении обрыва пряжи автомат останавливается в нужном положении перед веретеном, на котором произошел обрыв.
г) Движение после неудачной операции. Установив, что автоматическим путем ликвидация обрыва на данном рабочем месте невозможна, автомат движется дальше.
д) Маршруты обхода. Существует 7 видов маршрутов, показанных на фиг. 6.35. На фотографиях фиг. 6.36 показано действие AYP, а на фиг. 6.37 - общий вид автомата.
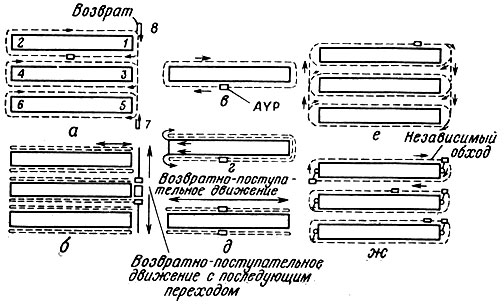
Фиг. 6.35. Методы обхода (предложение фирмы 'Тоё Босэки'). а- метод последовательного обхода; б - метод возвратно-поступательного движения с последующим переходом; в - метод замкнутого обхода; г - метод незамкнутого обхода; д - метод возвратно-поступательного движения; е - метод непоследовательного обхода; ж - метод независимого обхода
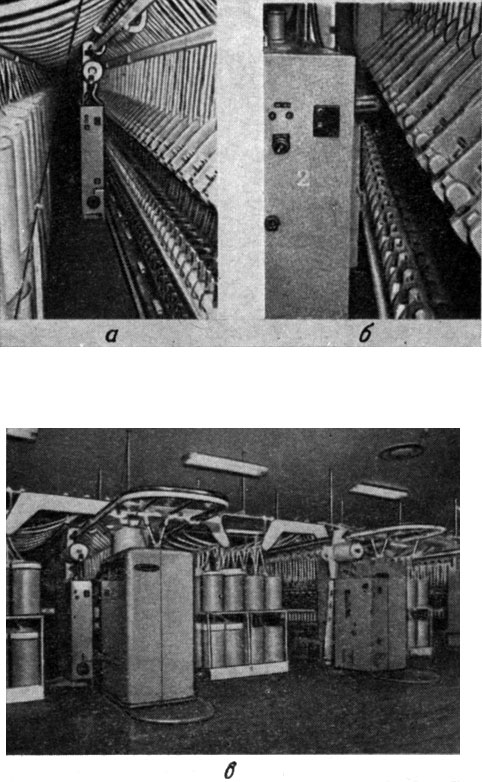
Фиг. 6.36. AYP в действии (фирма 'Тоё Босэки'). а - AYP патрулирует между прядильными машинами (впереди видна машина с оборванной пряжей); б - после обнаружения обрыва пряжи автомат остановился точно в нужном месте, вытянул руку и пытается соединить пряжу; в - после этого автомат переходит к одностороннему патрулированию (повернув на торцевой кривой, он выходит на прямой участок); справа - момент окончания поворота на кривой, слева - момент, когда автомат вышел на прямой рельс и начинает патрулирование
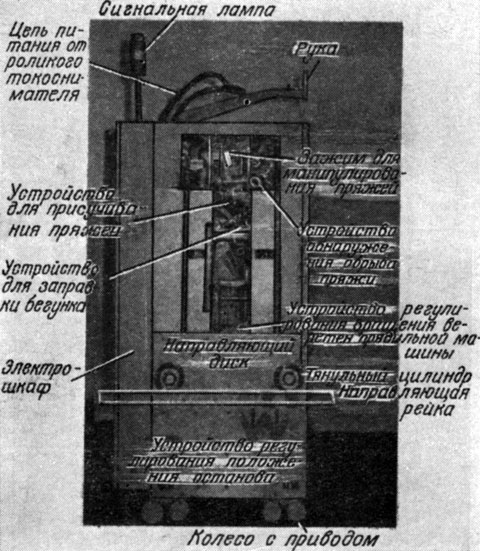
Фиг. 6.37. Общий вид AYP (фирма 'Тоё Босэки')
2) Операция ликвидации обрыва пряжи автоматом AYP. Последовательность действий и способ ликвидации обрыва пряжи такие же, как и при выполнении этих операций прядильщицами. Автоматизация процесса обеспечивается за счет воздушного потока и механических устройств.
Контроль скорости вращения веретена и его останов, поиск оборванного конца на початке и отматывание пряжи требуемой длины, перемещение бегунка в нужное положение, проводка пряжи через бегунок, присучива-ние пряжи, регулирование вращения веретена и ряд других операций выполняются путем поворота специального управляющего кулачка. Таким образом все эти операции удается выполнять гораздо правильнее, чем вручную.
а) Синхронизация с движением кольцевой планки: В пояснение фиг. 6.38 можно сказать следующее: во время работы прядильной машины кольцевая планка непрерывно движется вверх и вниз. Поэтому автомат AYP выполняет операции совершенно синхронно с движением кольцевой планки, а после окончания операции ликвидации обрыва пряжи отходит от нее.
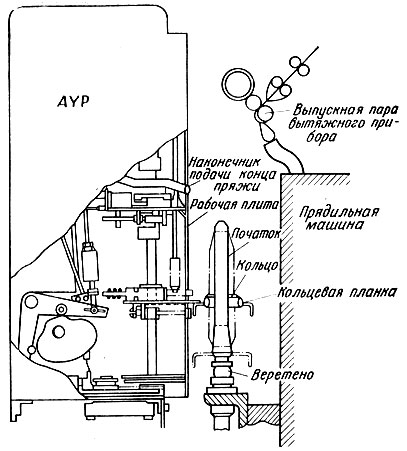
Фиг. 6.38. Синхронизация AYP с кольцевой планкой (фирма 'Тоё Босэки')
б) Намотка. Цо окончании регулирования положения AYP прежде всего производит отматывание нужного конца пряжи и, как показано на фиг. 6.39, опуская рабочую плиту, настраивается на синхронное действие с кольцевой планкой, а в интервале выполнения движения сверху вниз выдувает пряжу из специального сопла. Одновременно веретено вращается с небольшой скоростью и при помощи тормозного диска в момент отматывания пряжи определенной длины останавливается. С целью повышения надежности этого процесса устанавливается специальное устройство.
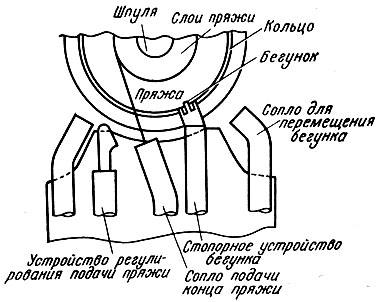
Фиг. 6.39. Отмотка пряжи и устройство вдевания пряжи в бегунок (фирма 'Тоё Босэки')
в) Заправка пряжи в бегунок. Положение бегунка непостоянно, а отверстие, в которое вдевается пряжа, имеет диаметр всего около 1 мм. Для надежного выполнения этой операции механическим путем предусмотрены сопло для принудительного перемещения бегунка, устройство регулирования положения пряжи и устройство регулирования положения бегунка. Путем взаимодействия этих устройств выполняют операции, заменяющие движения пальцев прядильщиц.
г) Присучивание пряжи. После вдевания пряжи в бегунок специальный зажим с концом пряжи поднимается и передает его в присучивающий диск и присучивающий зажим. Когда присучивающий диск движется вперед, избыточная длина пряжи перерезается с помощью специального резака и подается к зажиму выпускной пары. В это время пряжа заправляется через нитепроводник со стороны прядильной машины. Затем присучивающий диск перемещается вперед и прижимается к переднему вытяжному цилиндру. Конец пряжи подкручивается к мычке, выпускаемой синхронно с выпускной парой, и соединение пряжи завершается. Эти операции показаны на фиг. 6.40.
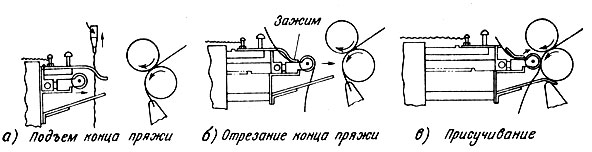
Фиг. 6.40. Соединение после подъема конца пряжи (фирма 'Тоё Босэки')
3) Технические данные AYP. Автомат имеет следующие основные технические характеристики:
а) скорость обхода - около 20 м/мин;
б) время, требующееся для соединения пряжи, - не более 15 с;
в) процент удачных соединений - более 95%;
г) место присучки лучше, чем при соединении вручную.
При анализе причин успешного действия AYP видно, что они заключаются в удачном выборе "воздуха" в качестве посредника при выполнении основных операций обслуживания станков в сочетании с применением электронной техники в процессе обработки материала от хлопка-сырца до пряжи. С помощью воздуха успешно снимаются липнущие к оборудованию частицы и тем самым ликвидируется возможность их загорания; одновременно при помощи сжатого воздуха разрешается также проблема очистки оборудования и помещения. Это помогает обеспечить тщательное регулирование температуры в прядильных цехах в пределах 28-30 °С, а влажности воздуха - в пределах 50-60%.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'