8.3. Измерительные машины и роботы
Наряду с описанными выше встроенными САК, при которых изделия измеряются непосредственно в процессе их обработки на станке с ЧПУ, широкое распространение получили измерительные машины и роботы, служащие для размерного контроля деталей вне станка [98, 99]. Обычно эти машины и роботы используются либо перед механической обработкой заготовок, либо после изготовления изделий при выходном контроле. В первом случае они служат для автоматического обмера заготовок с целью коррекции управляющих программ в системе ЧПУ станка, во втором - для автоматического контроля и отбраковки готовых изделий.
Измерительные роботы используются также в составе РТК для промежуточного контроля деталей с последующей их транспортировкой и доработкой на станках. Совместная работа измерительных роботов и станков с ЧПУ в составе РТК позволяет резко повысить производительность и точность обработки. Это достигается за счет расширения функциональных и адаптационных возможностей РТК.
Особенно широко измерительные машины и роботы применяются в мелкосерийном и серийном машиностроительном производстве для автоматизации измерений деталей сложной конфигурации. Благодаря универсальности и гибкости эти автоматические устройства позволяют измерять сложные поверхности таких деталей, как лопатки турбин, штампы, копиры, гребные винты и т. п.
Измерительные машины и роботы начинают все больше использоваться в ГАП в качестве подсистемы контроля и управления- качеством. Сегодня измерительные машины и роботы активно используются, например, на участках ГАП, служащих для изготовления корпусных деталей. При этом продолжительность процесса измерения уменьшается примерно на порядок по сравнению с ручными средствами измерений, а точность достигает долей микрометра.
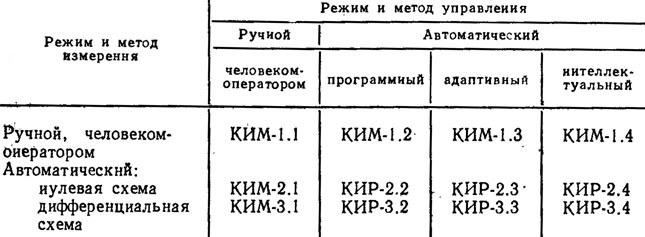
Таблица 8.1
Высокая производительность, точность и надежность измерительных машин и роботов делают их незаменимым средством для прецизионного (особо точного) измерения геометрических характеристик деталей сложной формы. Предварительное (априорное) программирование и оперативное перепрограммирование процесса измерений на управляющей ЭВМ обеспечивает возможность полной автоматизации размерного контроля в условиях ГАП.
В основе принципа действия измерительных машин и роботов лежит тот или иной метод автоматического измерения пространственных координат, характеризующих положение измерительной головки относительно измеряемой детали. В зависимости от числа одновременно измеряемых пространственных координат измерительные машины и роботы делятся на одно-, двух- и трех координатные. Поэтому весь этот класс измерительных устройств часто называют координатно-измерительными машинами и роботами (сокращенно КИМ и КИР соответственно). Использование поворотных столов для установки деталей позволяет вести измерения как в декартовой, так и в цилиндрической системе координат.
В настоящее время насчитывается несколько десятков модификаций КИМ и КИР, различающихся по точности измерений, принципу управления, методу измерения, степени автоматизации, конструкции, размерам рабочего пространства и т. д. Основными признаками, характеризующими функциональные и адаптационные возможности КИМ и КИР, являются методы измерения и управления и уровень автоматизации. Классификация КИМ и КИР с этой точки зрения дана в табл. 8.1.
В этой таблице столбцы характеризуют режим и методы управления, а строки - режим и методы измерения. Наряду с ручным управлением и измерением, используемым в КИМ, здесь представлены различные методы и средства автоматического управления и измерения, используемые главным образом в КИР.
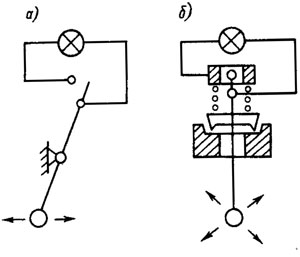
Рис. 8.3. Схемы 'нулевых' измерительных головок
Эволюция КИМ и КИР происходит в основном в двух направлениях:
- автоматизация считывания, обработки и записи результатов координатных измерений;
- совершенствование методов и алгоритмов управления движением исполнительных механизмов, несущих измерительную головку и измеряемую деталь.
Средства автоматического считывания, обработки и записи результатов координатных измерений в зависимости от используемого метода измерения делятся на нулевые и дифференциальные [98].
Нулевой метод измерения основан на определении фактического положения головки относительно измерительных баз детали с помощью "нулевой" измерительной головки, работающей в режиме нуль-индикатора. "Нулевая" головка формирует импульсные сигналы, определяющие абсолютные координаты корпуса головки в системе координат КИМ или КИР в момент ее соприкосновения с деталью. Эти данные подаются в микропроцессор, который сравнивает фактические координаты с идеальными, соответствующими эталонной детали, и определяет координатные отклонения измеряемой детали от эталонной.
"Нулевые" головки обычно конструируются на базе датчиков касания, в качестве которых широко используются электро-, радио- и виброконтактные датчики. Эти головки, называемые еще головками касания, делятся на два класса: с изменяющимся и фиксированным нулевым положением измерительного наконечника.
Головки первого класса после отвода их от детали сохраняют то положение наконечника, которое было достигнуто после контакта. Поэтому нулевое положение наконечника таких головок изменяется в процессе измерений. Примером головки с изменяющимся нулевым положением может служить однокоординатная головка TFA итальянской фирмы "ДЕА" ("DEA"), схематично изображенная на рис. 8.3, а.
Головки второго класса имеют специальный механизм возврата, который после очередного измерения приводит наконечник в одно и то же нулевое положение. Такие головки называют самовозрастающимися [99]. Примером головки с фиксированным нулевым положением наконечника может служить двух координатная головка с грибковым механизмом возврата наконечника, представленная на рис. 8.3, б.
При дифференциальном методе сравнения с мерой (по ГОСТ 16263-70) используются "дифференциальные" измерительные головки, формирующие сигнал, пропорциональный отклонению измерительного наконечника (щупа) относительно корпуса головки. При этом сравнение фактических координат детали с идеальными производится либо в аналоговой форме с помощью схемы сравнения, либо программно на микропроцессоре.
"Дифференциальные" головки часто называют головками отклонения. Они имеют устройство ориентации, обеспечивающее установку наконечника под определенным углом (обычно по нормали к поверхности измеряемой детали).В зависимости от принципа действия и конструкции этого устройства головки отклонения делятся на два класса: с управляемым наконечником и с само- устанавливающимся наконечником.
Примером управляемой трех координатной головки может служить головка отклонения западногерманской фирмы "Оптон" (Opton, ФРГ), представленная на рис. 8.4, а. В конструкцию головки входит три каретки с взаимно перпендикулярными направляющими на пружинных параллелограммах. Каждая каретка имеет встроенный индуктивный датчик. Измерительное усилие создается с помощью трех подвижных катушек, связанных с наконечником. В качестве примера самоустанавливающейся двух координатной головки может служить головка с грибковым механизмом возврата наконечника, схематически изображенная на рис. 8.4, б.
Описанная классификация измерительных головок представлена на рис. 8.5. Большое разнообразие типов измерительных головок обусловлено разнообразием метрологических задач, возникающих в условиях автоматизированного производства.
Универсальность и гибкость КИР в ГАП в значительной степени обеспечиваются возможностью автоматической смены измерительных головок. Выбор той или иной головки определяется конфигурацией измеряемой детали и особенностями технологии обработки и измерения.
В специализированных КИМ обычно применяются двух координатные головки. В КИР, имеющих сравнительно невысокую точность, используются трех координатные "нулевые" головки с фиксированным (самовозвращающимся) нулевым положением наконечника. Эти головки особенно удобны для измерения корпусных деталей. В прецизионных КИР используются, как правило, трех координатные дифференциальные головки, позволяющие автоматизировать широкий спектр метрологических операций.
Важную роль при автоматизации измерений играют способы подхода и обхода поверхностей измеряемых деталей. Подход к контрольным точкам обычно осуществляется посредством управляемых перемещений измерительного наконечника или детали по одной или нескольким координатам. Это достигается за счет предварительного программирования взаимосвязанных движений и скоординированного управления приводами. В ряде случаев дополнительно требуется, чтобы подход наконечника или обход детали по контуру производились по нормали к поверхности детали. При этом обход детали может производиться дискретно (по принципу "от точки к точке") или непрерывно.
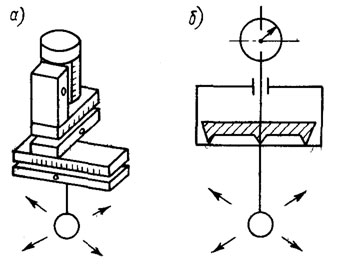
Рис. 8.4. Схемы 'дифференциальных' измерений головоломок
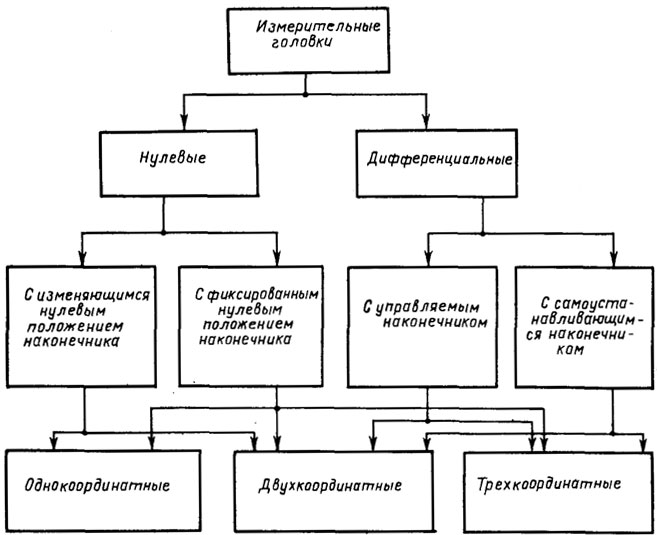
Рис. 8.5. Классификация измерительных головоломок
Особый интерес представляет отслеживание поверхности детали. При этом приводы исполнительных механизмов работают как следящие системы. Поскольку поверхность измеряемой детали может быть заранее неизвестной, КИР в режиме отслеживания как бы адаптируется к детали. По мере отслеживания считывается, обрабатывается и выводится информация о координатах поверхности детали, отклонении этих координат от соответствующих координат эталонной детали и т. п.
Рассмотрим несколько типичных примеров трех координатных КИМ и КИР, реализующих описанные выше принципы измерения и управления.
КИМ "Валидатор 700-50-2010" фирмы "Браун и Шарп" (Brown and Sharpe, США) относится к классу КИМ-1.1 (см. табл. 8.1). Она имеет блок цифровой индикации, показывающей текущие координаты измерительной головки с жестким наконечником. Разрешающая способность датчиков линейных координат составляет 0,002 мм, точность измерений по каждой координате ±0,012 мм, область достижимости (пределы перемещения измерительного наконечника)- 685*508*254 мм3. Все операции, связанные с измерением детали и частично с управлением измерительной головкой, выполняются вручную.
КИМ DKM-1-300D фирмы "Карл Цейс" (Carl Zeiss, ГДР) относится к классу КИМ-3.1 (см. табл. 8.1). Она оснащена блоком цифровой индикации и индуктивной измерительной головкой. Разрешающая способность (дискретность отсчета) - 0,001 мм, область достижимости - 300*200*150 мм3. Благодаря применению индуктивной измерительной головки обработка результатов измерений частично автоматизирована. К этому же классу относится КИМ KM-Z фирмы "Маузер" (Mauser, ФРГ), представленная на рис. 8.6.
Для более полной автоматизации процесса измерений и управления многие современные КИМ и КИР оснащаются микро- и мини-ЭВМ. Математическое (алгоритмическое и программное) обеспечение этих ЭВМ позволяет производить считывание, обработку и запись результатов измерений автоматически. С его помощью, в частности, измеренные размеры детали пересчитываются из системы координат КИМ или КИР в систему координат детали. Тем самым отпадает необходимость в трудоемкой опера ции выставления детали на измерительном столе.
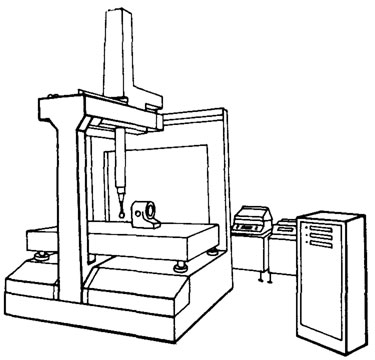
Рис. 8.6. Координатно-измерительная машина KM-Z
Отечественная КИМ ВЕ-155 (и аналогичная ей КИМ ВЕ-140К) представляет собой универсальную автоматизированную машину для прецизионных измерений. Ее измерительная головка может перемещаться в трех ортогональных направлениях со скоростью 2-6 м/мин. Точность измерений с помощью резонансных сенсорных головок составляет 0,2-0,5 мкм.
Информационно-управляющая система КИР ВЕ-155 включает микроЭВМ СМ-1, устройства ввода и вывода информации на перфоленте, алфавитно-цифровой дисплей, устройство индикации результатов измерений, измерительный усилитель и блоки сервоуправления электрическими приводами.
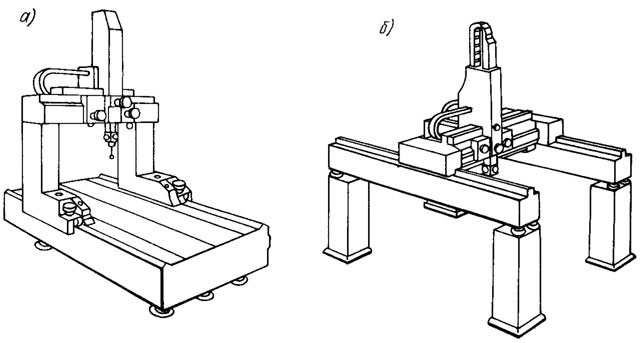
Рис. 8.7. Координатно-измерительные машины фирмы ДЕА
Программа измерений на специальном языке предварительно записывается на перфоленту и вводится в управляющую ЭВМ CM-L Тем самым обеспечивается автоматическое наведение измерительного наконечника на контролируемые точки детали. Результаты измерений, а также эталонные значения измеренных характеристик печатаются в виде протокола измерений.
Широкий класс КИМ и КИР с высокой степенью автоматизации представляют измерительные машины, выпускаемые итальянской фирмой DEA; КИМ и КИР этой фирмы имеют различные конструктивные схемы. Общий вид КИМ серии "Йота" и "Бета" представлены на рис" 8.7, а-б. Основные характеристики КИМ этой серии приведены в табл. 8.2.
Примером КИР, встраиваемого непосредственно в РТК или ГАП, может служить измерительный робот "Браво" фирмы DEA. Общий вид этого КИР представлен на рис. 8.8. Основные характеристики этого КИР приведены в табл. 8.3. На рис. 8.9 представлен общий вид некоторых электромеханических измерительных головок фирмы DEA, применяемых в КИМ и КИР.
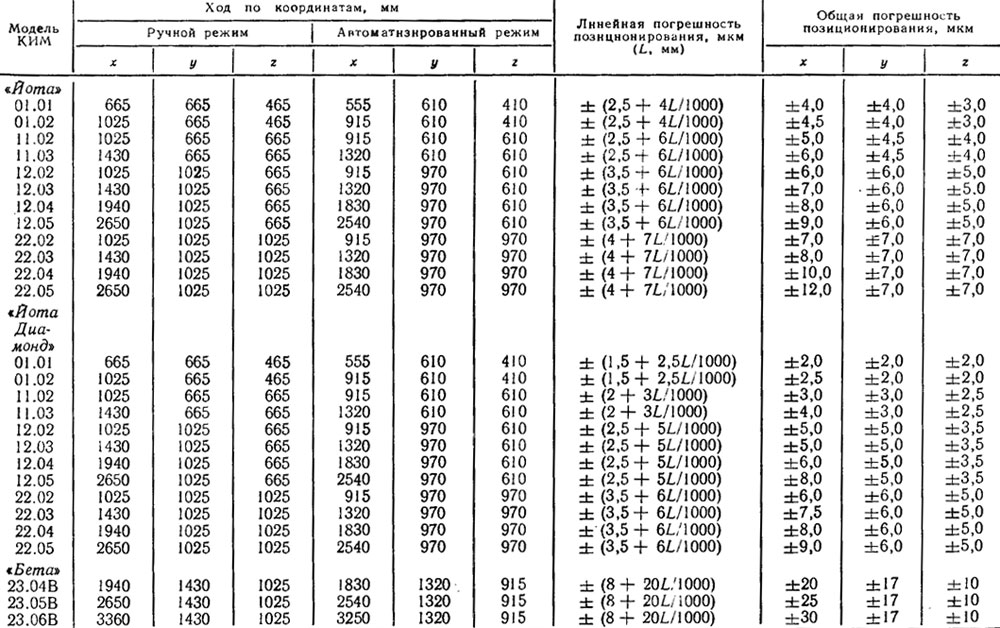
Таблица 8.2
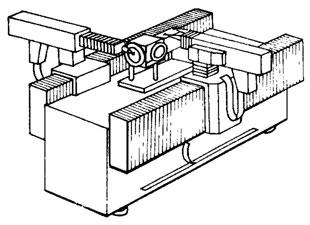
Рис. 8.8. Координатно-измерительный робот 'Браво'
Отличие КИМ от КИР заключается главным образом в степени автоматизации процессов управления и измерения. Как видно из табл. 8.1, для КИР характерна полная автоматизация как процесса управления исполнительными механизмами, несущими измерительную головку, так и процесса регистрации, обработки и записи результатов измерений. Кроме того, КИР зачастую оснащаются системой автоматической смены измерительных головок. Это значительно расширяет функциональные возможности КИР, превращая их в своего рода измерительные центры.
В качестве КИР могут использоваться обычные манипуляционные роботы, если на место их захватного механизма установить измерительную головку. Так, например, шведская фирма "Вольво" (Volvo) для автоматизации измерительных операций использует промышленные роботы "Асеа" (Asea), оснащенные трехкомпонентной измерительной головкой [99].
В последнее время созданы многокоординатные КИР с поворотными измерительными головками, что позволило измерять детали весьма сложной формы и проникать с их помощью в труднодоступные места. Примерами таких роботов могут служить английские роботы "Гранит-80" (Granite-80) и "Мэтр Фопр" (Metre Fopr).
Для ускорения процесса измерения иногда применяют группу КИР. Эти роботы производят одновременный обмер детали с разных направлений. В ряде случаев целесообразно использовать КИМ или КИР в сочетании с манипуляционными роботами, которые производят установку детали на измерительный стол и ее снятие после завершения измерений. В результате такого симбиоза получается новый класс систем - измерительные РТК.
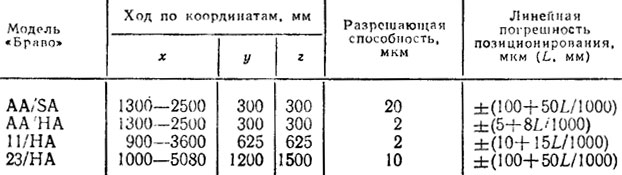
Таблица 8.3
Средства автоматического управления КИМ и КИР в зависимости от реализуемого в них принципа управления делятся (см. табл. 8.1) на программные, адаптивные и интеллектуальные. Методы управления существенно влияют на точность измерений и производительность КИР. Управляя качеством переходных процессов, можно обеспечить желаемый (например, экспоненциальный) характер затухания динамических ошибок и достичь предельной точности измерений, лимитируемой точностью (разрешающей способностью) датчиков положения исполнительных механизмов и измерительной головки.
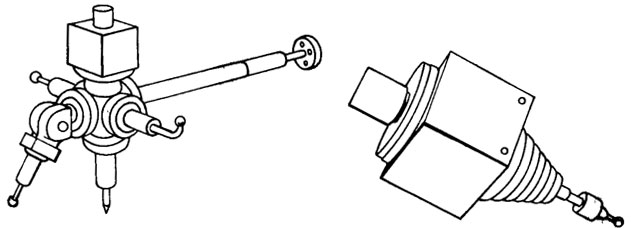
Рис. 8.9. Измерительные головки фирмы ДЕА
Классификация КИР по принципу управления (при условии, что измерения осуществляются автоматически) может служить основой для разделения их на поколения. В основе систем управления КИР первого поколения лежит принцип ЧПУ. Соответственно КИР второго и третьего поколений управляются от микропроцессоров и ЭВМ, реализующих принципы адаптивного и интеллектуального управления. В настоящее время большинство КИР (КИР-2,2, 2.3, 3.2, 3.3, табл. 8.1) имеют системы ЧПУ и АПУ. Что же касается КИР с интеллектуальным управлением (КИР-2.4, 3.4, табл. 8.1), то они пока находятся в стадии разработки и лабораторных испытаний.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'