1.6. ПР, построенные по агрегатно-модульному принципу
Основные принципы построения конструкций. Проектирование новых моделей ПР на базе унифицированных агрегатных узлов и блоков (модулей) обеспечивает создание широкой номенклатуры конструкций ПР с техническими параметрами, соответствующими требованиям конкретного потребителя.
Преимущества агрегатно-модульного принципа построения связаны с возможностью получения специализированных машин, наиболее полно отвечающих требованиям конкретной технологической задачи, не обладающих избыточностью функций и поэтому более дешевых по сравнению с универсальными ПР. Узлы агрегатно-модульных ПР выбирают из числа ранее разработанных узлов. Это сокращает время и трудоемкость проектирования, так как появляется возможность использовать уже имеющиеся конструкции и расширить номенклатуру ПР путем добавления новых узлов и создания их новых комбинаций на базе уже имеющихся решений. Если узлы, входящие в агрегатную систему, достаточно отработаны, то надежность ПР существенно возрастает, чему способствует также отсутствие избыточности функций и соответствие данной конструкции ПР выполняемой технологической задаче. Ограниченная номенклатура деталей, возможность прогнозирования показателей их надежности и введение предупредительного ремонта наряду с единой системой комплектации способствуют повышению ремонтопригодности и эксплуатационной надежности конструкций ПР. Агрегатно-модульное построение позволяет снизить затраты на производство ПР благодаря уменьшению номенклатуры деталей и увеличению серийности их выпуска.
К недостаткам агрегатно-модульного принципа построения относится следующее: необходимость использования ограниченной номенклатуры деталей, узлов и кинематических модулей, что в ряде случаев может придти к уменьшению числа функций, реализуемых ПР; пучение заданной траектории движения исполнительных органов ПР с помощью имеющегося набора простейших функциональных узлов, каждый из которых обеспечивает один или два вида движений, может выпь увеличение числа стыков, утяжеление конструкции, положение ее жесткости, динамических характеристик точностных параметров; иногда приходится принимать решения, менее выгодные с точки зрения конструктора, но более соответствующие выбранным методам агрегатно-модульного построения; методы, используемые отдельными проектировщиками при создании агрегатно-модульных конструкций, различны; еще не разработаны агрегатно-модульные системы, позволяющие создавать ПР с большим и разнообразным числом функций, компоновок и основных технических параметров (грузоподъемность, скорость движения, размеры и форма зоны обслуживания), а также использовать для управления ПР УЧПУ различных видов.
Одной из разновидностей системы агрегатно-модульного построения ПР является модульная система, предполагающая создание ПР на базе функциональных модулей (узлов), в состав которых входят все конструктивные элементы, необходимые для обеспечения модулем своего функционального назначения. Таким образом, при подключении силовых и управляющих коммуникаций модуль способен выполнять определенные действия.
Основные понятия, термины и определения, относящиеся к системам агрегатно-модульного построения ПРГ приведены в табл. 1.4.
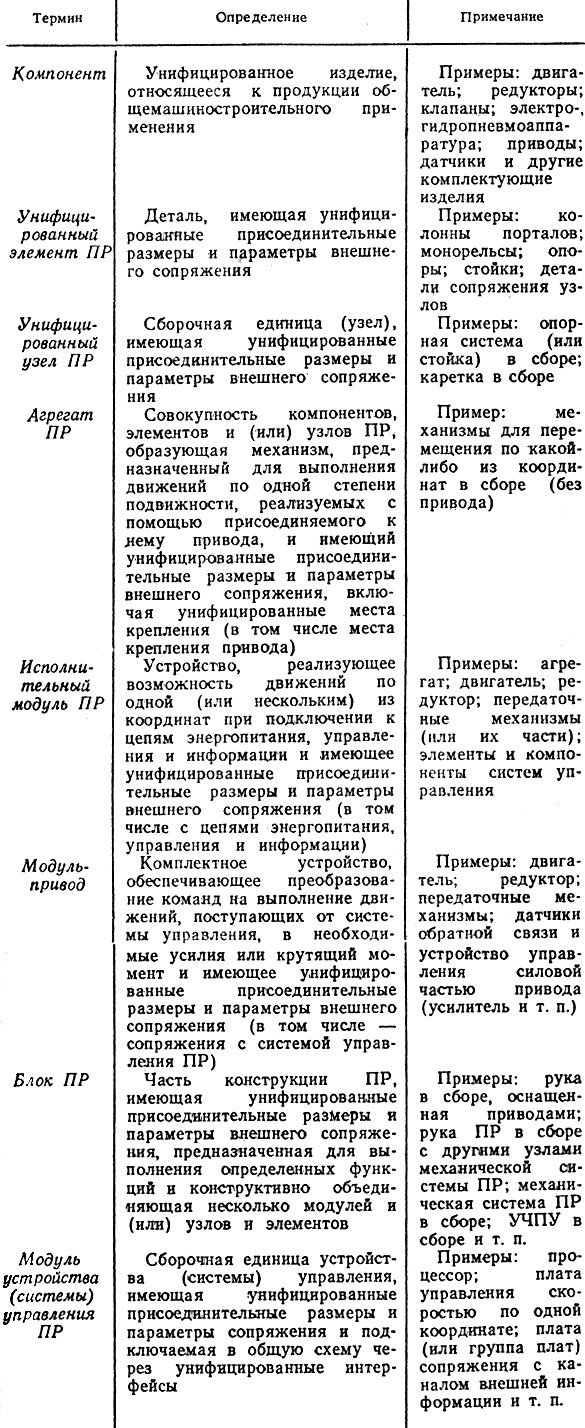
Таблица 1.4. Основные понятия, термины и определения, относящиеся к системам агрегатно-модульного построения ПР
ПР, построенные по агрегатно-модульному принципу, классифицируют по следующим основным признакам: Компоновке; возможностям изменения технических характеристик ПР в пределах одной агрегатной гаммы; применяемым системам управления.
По компоновке различают:
- системы агрегатного построения однотипных ПР на базе одной принципиальной компоновочной схемы, при этом конкретные исполнения ПР различаются характером комплектации системами управления, дополнительными кинематическими модулями, различного типа приводами и т. п.;
- системы агрегатного построения разнотипных ПР, позволяющие получать несколько принципиально различных компоновочных схем, обеспечивающих разнообразие размеров и форм зон обслуживания.
По возможности изменения технических характеристик ПР в пределах одной агрегатной гаммы различают:
- гамму ПР с постоянными значениями основных технических параметров;
- гамму модификаций ПР с ограниченным разнообразием основных технических параметров;
- гамму модификаций ПР с большим разнообразием основных технических параметров.
По применяемым системам управления различают следующие агрегатные гаммы: комплектуемые одним типом системы управления; комплектуемые различными типами систем управления; комплектуемые различными типами систем управления, входящими в определенный унифицированный ряд.
Основные требования при разработке конструкций. Одним из важных принципов агрегатно-модульного построения ПР является необходимость конструктивного формирования элементов по функциональному признаку.
В составе гаммы агрегатных узлов механической системы необходимо предусматривать унифицированный ряд базовых кинематических модулей. В данном случае под кинематическим модулем понимают агрегатный узел, включающий в себя привод, аппаратуру управления и разъемы для подсоединения к устройству управления. Конструкция узлов должна удовлетворять требованиям по прочности, жесткости в пределах отдельных типоразмеров, установленных соответствующими проектными нормативами. Агрегатные узлы механической системы ПР должны обеспечивать взаимную компоновку в различных сочетаниях и положениях, их монтаж должен быть простым и надежным.
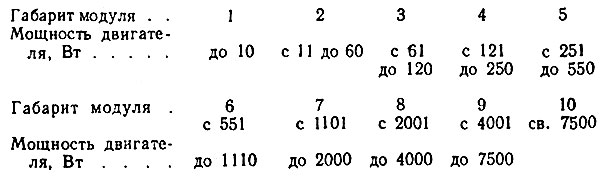
Параметры модулей и агрегатов. Главным параметром исполнительных модулей является мощность двигателя, которая прямо или косвенно определяет величины основных параметров модулей, их прочностные и жесткостные характеристики. Наличие рядов по мощности позволяет приводить в соответствие по основным параметрам модули с разными видами энергоносителей и упрощает унификацию конструкций.
Параметрический ряд, определяющий габарит модуля в зависимости от мощности привода, приведен ниже.
Мощность пневматических и гидравлических исполнительных модулей определяется номинальным расходом и максимальным давлением рабочего тела (воздуха или жидкости).
Исполнительные модули, относящиеся к одному и тому же габариту, независимо от вида энергоносителя должны иметь одинаковые стыковочные поверхности. Основными параметрами, определяющими типоразмерные ряды исполнительных модулей, являются: номинальная скорость перемещения исполнительного звена; величина перемещения выходного звена; сила или момент на выходном валу.
Номинальная скорость линейного перемещения выходного звена должна соответствовать одному из значений ряда: 0,1; 0,2; 0,4; 0,5; 0,6; 0,8; 1,0; 1,25; 1,6 и 2,5 м/с; номинальная скорость угловых перемещений - одному из значений: 30; 45; 60; 90 и 180 град/с; величина линейного перемещения - одному из значений ряда: 50; 100; 125; 160; 200; 250; 320; 400; 500; 630; 800; 1000; 1250 и 1600 мм; величина углового перемещения - одному из значений ряда: 30; 45; 60; 90; 130; 180; 210; 250; 300; 350 и 360°.
Дополнительными параметрами электромеханических модулей являются: момент на валу электродвигателя; номинальная частота вращения вала электродвигателя; кратность перегрузки по моменту для электродвигателя.
Дополнительными параметрами пневматических и гидравлических исполнительных модулей являются: номинальное давление воздуха (жидкости); диаметр и линейное перемещение поршня; условный проход.
Для аппаратных модулей главным параметром является выходная мощность, которая определяется комплектующими изделиями модуля и указывает на возможность стыковки с исполнительным модулем определенного габарита.
Для систем управления и автоматики должна предусматриваться возможность их крепления на элементах механической системы ПР или автономной установки. Стыковочные элементы узлов однотипного назначения Должны быть унифицированы. Унификацию следует предусматривать в пределах отдельных типоразмеров, смежных типоразмеров и между отдельными типами Узлов, устанавливая при этом конкретную номенклатуру типов таких узлов, деталей, принадлежностей и приспособлений. При создании системы агрегатно-модульного Устроения должна решаться задача минимизации номенклатуры узлов и устройств, входящих в ее состав.
Конкретные модификации ПР, построенные из агрегатных узлов, должны удовлетворять следующим требованиям:
- конструктивно-технологические параметры ПР (грузоподъемность, скорость перемещений исполнительных органов, погрешность позиционирования, размеры рабочей зоны, тип УЧПУ, степень защищенности от влияния окружающей среды и т. п.) должны соответствовать его функциональному назначению и требованиям конкретно го технологического процесса;
- структурная схема ПР и его компоновка должны обеспечивать минимальный объем манипуляционных действий, необходимых для обслуживания конкретно} модели основного технологического оборудования или для выполнения определенной технологической операции число степеней подвижности ПР не должно превышать минимально необходимого для выполнения требуемых манипуляционных действий, а технические пара метры УЧПУ должны максимально (но без избыточности) соответствовать требованиям, удовлетворяющим решению конкретных технологических задач;
- объем операций, выполняемых ПР, и темп их исполнениия в сочетании с суммой затрат на внедрение ПР должны обеспечивать технико-экономическую эффективность применения ПР (нижняя граница целесообразности применения ПР).
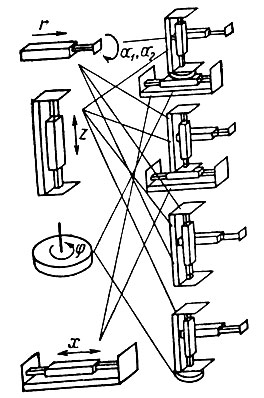
Рис. 1.9. Схема построения отдельных модификаций агрегатной гаммы
Системы агрегатного построения однотипных ПР. Гамма агрегатных ПР мод. ЛМ40Ц00.00 (производства СССР) с ограниченным разнообразием основных технических параметров включает в себя 24 модификации,, различающиеся числом степеней подвижности (2-6), формами рабочих зон, комбинациями и расположением стыкуемых узлов (рис. 1.9). ПР этой гаммы предназначены для автоматизации литейных процессов в цехах с поточным характером производства (например, в составе комплексов литья по выплавляемым моделям), а также для установки - снятия деталей при обслуживании некоторых моделей металлорежущих станков в условиях массового и крупносерийного производства.
Технические параметры агрегатной гаммы приведены в табл. 1.5.
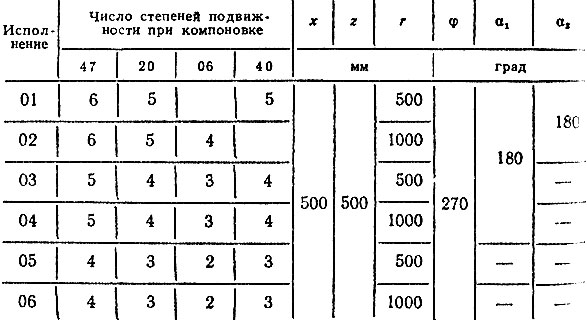
Таблица 1.5. Технические параметры агрегатной гаммы ПР мод. ЛМ40Ц00.00
Примечание. Грузоподъемность 40 кг. Привод - гидравлический. Система управления - цикловая. Метод программирования перемещений - по упорам. Погрешность позиционирования ±12,0 мм. Наибольший вылет руки 1885 мм. Скорости линейных перемещений: 0,2; 0,35 и 0,6 м/с. Угловая скорость перемещений:! 90 и 180°/с. Схема модификации моделей: ЛМ40Ц.07.01, где 47 - компоновка; 01 - исполнение.
Гамма агрегатных ПР мод. "Пирин" (производства НРБ) с ограниченным разнообразием основных показателей предназначена для установки - снятия деталей типа тел вращения при обслуживании металлорежущих станков в условиях массового или крупносерийного производства. Эти манипуляторы упускаются в двух исполнениях: непереналаживаемые (автооператоры) и с системой программного управления (ПР). При этом меняется только система управления (ПР отличается от автооператора наличием программируемого командоаппарата, обеспечивающего формирование до 100 команд).
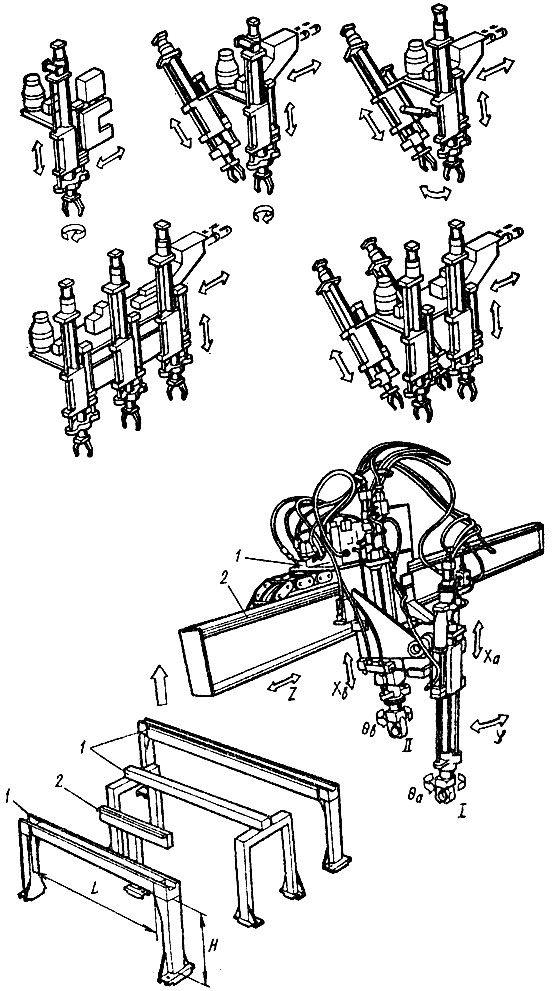
Рис. 1.10. Основные типы механических рук и вида их рабочих движений: 1 - каретка с руками, 2 - опорная система
Технические параметры агрегатной гаммы ПР мод. "Пирин" приведены на рис. 1.10. В гамме ПР мод. "Пирин" предусмотрены исполнения, обеспечивающие обслуживание одного или двух станков, которые различаются длиной портала (рис. 1.11), с правым или левым расположением станков, со снятием заготовок с подводящего конвейера или с приспособления-спутника.
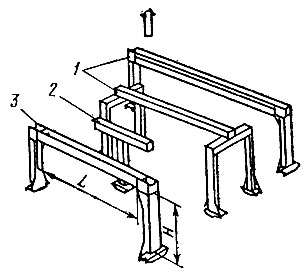
Рис. 1.11. Основные типы опорных систем: 1 - портал, тяжелый тип (двух- и четырехопорное исполнение); 2 - консольный монорельс с опорой одного конца на станину станка, 3 - портал, легкий тип
Технические данные гаммы ПР "Пирин" приведены в табл. 1.6.
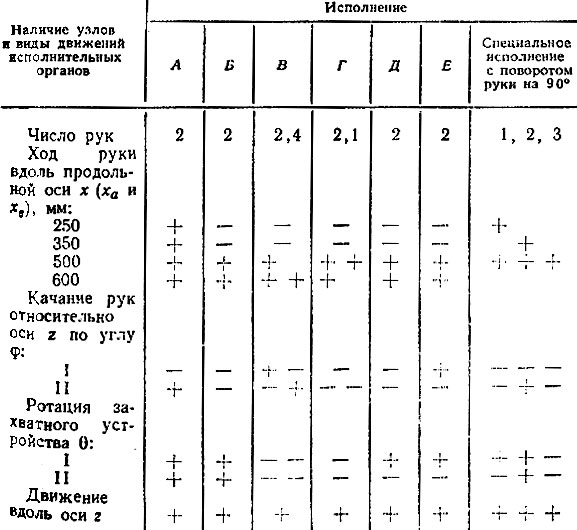
Таблица 1.6. Технические параметры агрегатной гаммы ПР мод. 'Пирин'
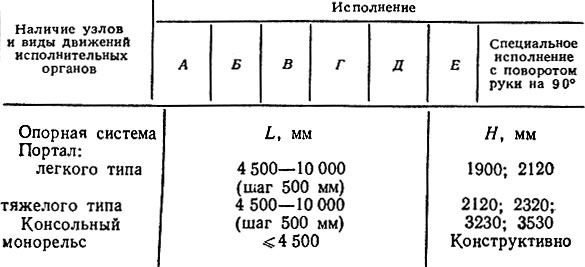
Таблица 1.6. Продолжение
Агрегатная гамма ПР мод. Kawasaki Unimate (рис. 1.12) фирмы "Kawasaki Heavy Industries" (Япония) отличается широким разнообразием основных технических параметров (табл. 1.7), причем допускается (комплектование всех модификаций механических систем различными типами УЧПУ (всего шесть типов), входящих в свой унифицированный ряд. ПР имеют однотипную компоновку механических систем большой, средней малой грузоподъемности и выпускаются в стационарном и передвижном, напольном и подвесном исполнениях (шесть комбинаций). УЧПУ могут встраиваться а основание ПР или устанавливаться отдельно. ПР этой гаммы используются для точечной сварки, дуговой сварки обслуживания комплексов литья под давлением и металлорежущих станков, складских работ, окраски, сборки.
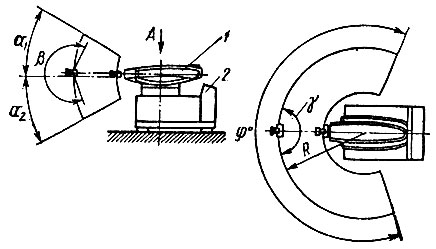
Рис. 1.12. Агрегатная гамма ПР мод. Kawasaki Unimate (Япония): 1 - механическая система, 2 - система управления, 3 - угол ротации захватного устройства вокруг продольной оси руки
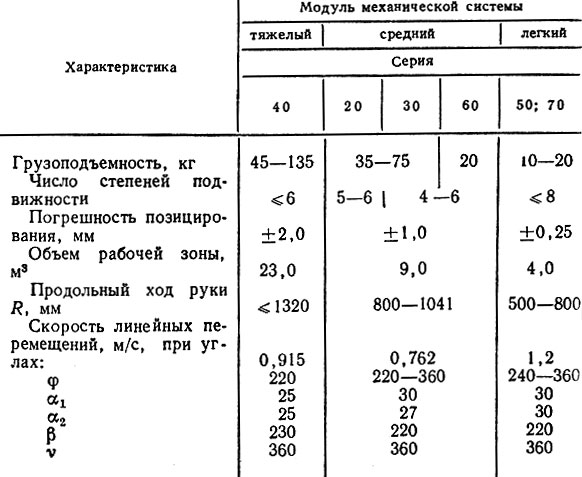
Таблица 1.7. Технические параметры агрегатной гаммы ПР мод. 'Kawasaki Unimate' (Япония)
Системы агрегатного строения разнотипных ПР. ПР этой системы условно подразделяют на две группы:
- упрощенные (с цикловым программным управлением и автооператоры), предназначенные для работы в условиях массового и крупносерийного производства;
- широкого назначения, применяемые для выполнения сложных операций в условиях серийного производства.
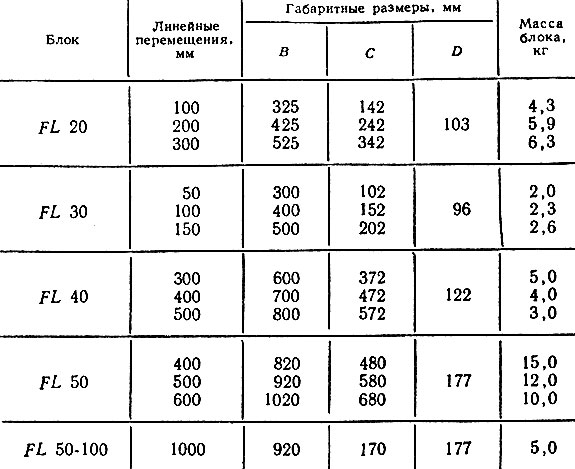
Таблица 1.8. Технические параметры агрегатной гаммы ПР фирмы 'Gelerb Fells' (ФРГ). Узлы линейных перемещений
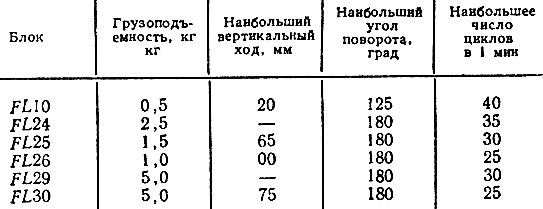
Таблица 1.8. Технические параметры агрегатной гаммы ПР фирмы 'Gelerb Fells' (ФРГ). Узлы подъема-поворота
Примечание. Грузоподъемность - до 5,0 кг. Число степеней подвижности - до 3. Система управления - цикловая. Объем памяти системы управления - 10 точек. Способ программирования перемещений - по упорам. Привод - пневматический. А = 300 мм, А = 400 мм, А = 500 мм.
Примером упрощенных ПР является агрегатная гамма фирмы "Gelerb Fells" (ФРГ), которая построена на базе узлов линейных перемещений, подъема, поворота и набора разнообразных захватных устройств с державками (рис. 1.13). Грузоподъемность ПР не превышает 5 кг, их применяют для установки - снятия легких деталей при обслуживании листоштамповочных прессов, металлорежущих станков и сборочных автоматов. ПР оснащены унифицированными системами программного управления: для осуществления типовых непереналаживаемых циклов ПР могут оснащаться распределительными кулачковыми валиками, обеспечивающими высокий темп работы. Технические параметры гаммы приведены в табл 11.8. Число модификаций ПР, входящих в гамму,- 90.
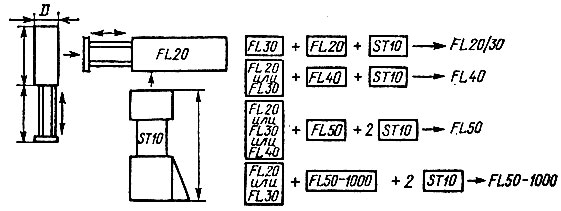
Рис. 1.13. Схема комплектации агрегатной гаммы ПР фирмы 'Glerb Wells' (ФРГ)
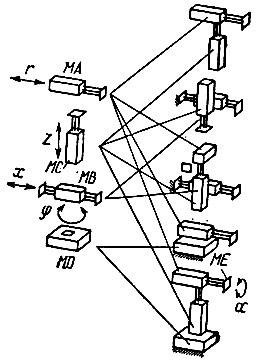
Рис. 1.14. Схема агрегатной гаммы ПР мод. PR-02
Агрегатная гамма ПР мод. PR-02 (производства ПНР) (рис. 1.14) грузоподъемностью до 6 кг строится на базе узлов линейных и "угловых перемещений с пневматическим приводом. Технические параметры основных агрегатных узлов ?приведены в табл. 1.9. Из этих узлов можно комплектовать до 50 типоразмеров ПР, различающихся техническими параметрами. Агрегатные ПР широкого назначения. Фирмы "Elektrolux" (Швеция) и "Robert Bosch" (ФРГ) выпускают систему, включающую в себя три агрегатные гаммы ПР со сквозной унификацией отдельных узлов (рис. 1.15): моделей MHU-Senior (грузоподъемностью 10-20 кг), MHU-Junior (грузоподъемностью до 5 кг) MHU-Minior (грузоподъемностью до 1 кг). Все ПР оснащены пневмоприводом и работают по упорам.
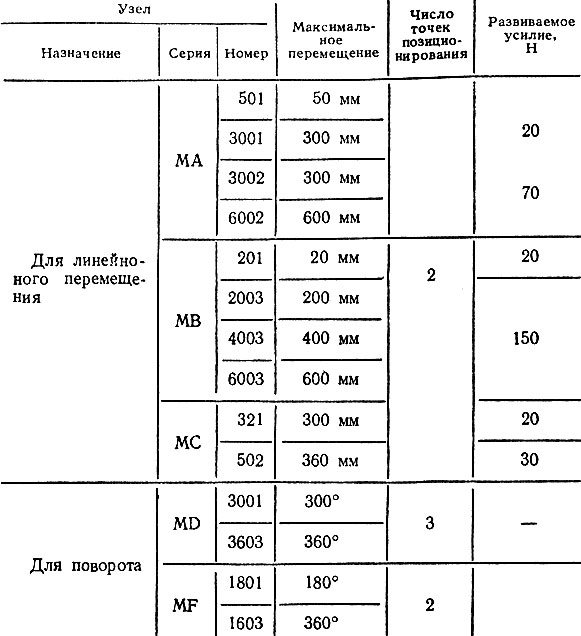
Таблица 1.9. Технические параметры агрегат-ной гаммы ПР мод. PR-2 (производства ПНР)
Примечание. Грузоподъемность 4-6 кг. Число степеней подвижности 2-7. Система управления - цикловая. Привод - пневматический. Способ программирования перемещений - по упорам. Объем памяти системы управления - до 32 шагов. Погрешность позиционирования ±0,1÷0,5 мм в зависимости от исполнения механической системы (набора блоков).
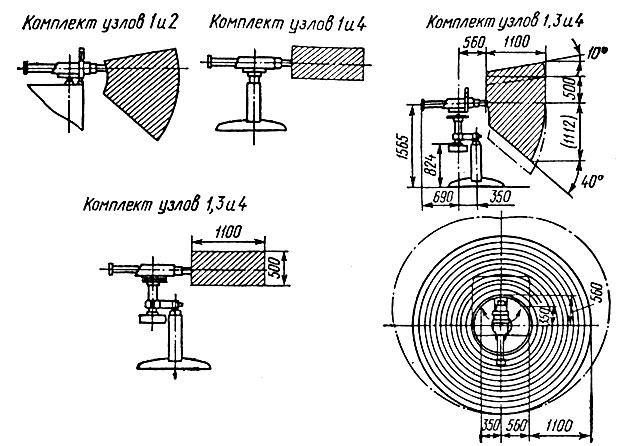
Рис. 1.15. Схемы агрегатных гамм ПР со сквозной унификацией отдельных узлов
ПР гаммы MHU-Senior (табл. 1.10) комплектуются из трех узлов: руки, устройства подъема и устройства поворота (иногда добавляется узел качания руки). Телескопическая рука состоит из двух труб квадратного сечения, вставленных одна в другую и перемещающихся по направляющим роликам. Продольное перемещение узлов руки осуществляется тремя пневмоцилиндрами, установленными последовательно. Различные комбинации включения цилиндров позволяют останавливать выдвижение руки в шести различных промежуточных положениях. Механизм поворота обеспечивает поворот закрепленного на нем узла на любой угол с остановками по упорам. Привод осуществляется пневматическим двигателем через цепную передачу.
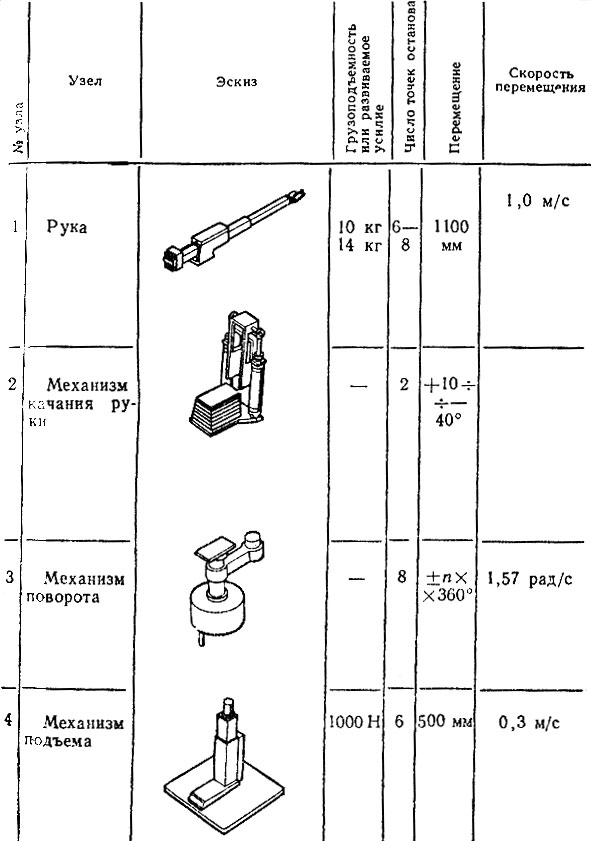
Таблица 1.10. Технические параметры агрегатных ПР широкого назначения совместного производства фирм 'Elektrolux' (Швеция) и 'Robert Bosch' (ФРГ)
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'