5.4. Автоматизация производственных участков линий и цехов
Выше (п. 5.1) была дана общая классификация РТК, включая участки и цехи. По сравнению с простейшим комплексом в виде РТЯ роботизированные участки и цехи обладают следующими принципиально новыми качествами. Прежде всего - это наличие транспортной системы и единой системы управления, которые материально и информационно связывают отдельные РТЯ, автоматизированные склады (материалов, заготовок, инструментов и т. д.) и другие части комплекса в одну согласованно действующую систему машин. Кроме этого, такие крупные комплексы помимо системы динамического управления непосредственно технологическим оборудованием включают расположенные над ней уровни иерархии управления, решающие задачи программирования и оперативно-календарного планирования (сменного, суточного, недельного и т. д.) работы комплекса. Системы управления такими комплексами были рассмотрены в п. 5.3.
На компоновку РТК влияют вид реализуемого технологического процесса, состав технологического оборудования, особенности организации данного производства, характеристики промышленных роботов и сопутствующего специального технологического оборудования.
На рис. 5.10 показана схема линейной компоновки однопоточной роботизированной технологической линии холодной штамповки с непосредственной связью между составляющими линию ячейками, В этом случае отсутствует межоперационная транспортная система, а передача предметов производства от одной ячейки к другой осуществляется непосредственно входящими в них промышленными роботами. Подобные комплексы могут иметь как централизованное управление, так и систему децентрализованного управления, состоящую из связанных друг с другом устройств управления отдельных промышленных роботов. Все ячейки комплекса работают синхронно в едином ритме, обеспечивая заданную программой последовательность рабочих операций и холостых ходов. Такие линии с прямой жесткой связью между ячейками наиболее просты и имеют наименьшую стоимость. Однако они требуют строго определенного взаимного расположения основного технологического оборудования.
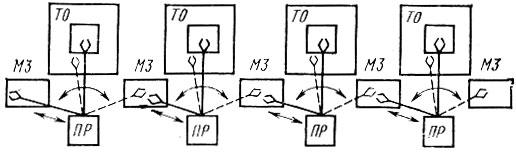
Рис. 5.10. Схема линейной компоновки однопоточной роботизированной технологической линии холодной штамповки: ТО - основное технологическое оборудование; ПР - промышленный робот; МЗ - магазин поштучной выдачи заготовок
На рис. 5.11 показана схема более сложного варианта линейной компоновки однопоточной роботизированной технологической линии, характерной для холодной штамповки, в которой транспортные связи между составляющими их ячейками осуществляются с помощью специальных транспортных устройств. Они позволяют территориально развязать отдельные ячейки и тем самым облегчить компоновку всего комплекса. В качестве такого транспортного устройства могут быть использованы различные транспортеры, а иногда и промышленный робот.
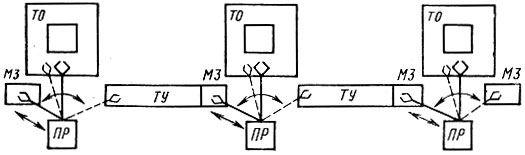
Рис. 5.11. Схема линейной компоновки однопоточной роботизированной технологической линии холодной штамповки с транспортным устройством (ТУ)
Показанные на рис. 5.10 и 5.11 схемы линейных компоновок типичны для технологических процессов с малым циклом обработки предметов производства (единицы и десятки секунд), подобных упомянутому процессу холодной штамповки. В случае процессов со значительно большей длительностью цикла обработки на технологическом оборудовании возможно применение другого типа роботизированных комплексов, где один промышленный робот обслуживает несколько единиц технологического оборудования. Ранее на рис. 5.1, 5.2, 5.4 и 5.5 были показаны варианты такого комплекса с круговой компоновкой, в котором один промышленный робот обслуживает три металлорежущих станка, расположенных вокруг него.
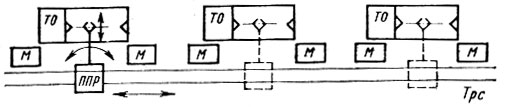
Рис. 5.12. Схема линейной компоновки роботизированной технологической линии механической обработки с подвижным промышленным роботом: ППР - подвижный промышленный робот; Трс - трасса промышленного робота; М - магазин
Другая типовая схема линейной компоновки роботизированной технологической линии механической обработки с подвижным промышленным роботом приведена на рис. 5.12. При этом робот может быть напольным, подвесным или перемещающимся, например, по монорельсу.
На рис. 5.13 показана схема более сложного роботизированного технологического участка с линейно-круговой компоновкой, характерной, например, для цеха механообработки.
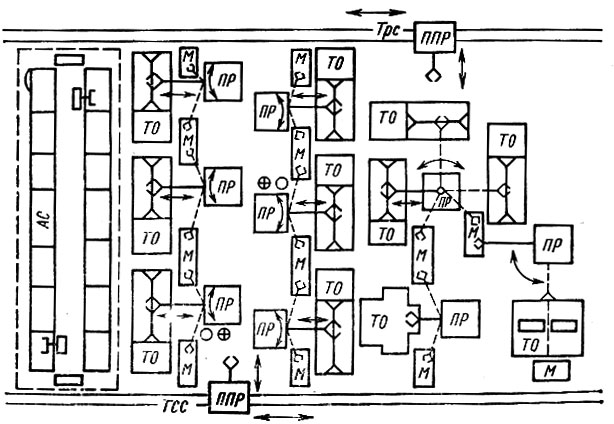
Рис. 5.13. Схема роботизированного технологического участка с линейно-круговой компоновкой: АС - автоматизированный склад; ТСС - транспортно-складская система с подвижными промышленными роботами (ППР)
В приведенных выше примерах рассматривались комплексы, в которых промышленные роботы выполняют вспомогательные операции по обслуживанию основного технологического оборудования.
В качестве типового примера комплекса с использованием роботов на основных операциях рассмотрим схему сборочного участка с линейной компоновкой (рис. 5.14), на котором сборочные операции роботы с использованием транспортно-шагового конвейера, перемещающего кассеты с объектами сборки от одного рабочего места к другому.
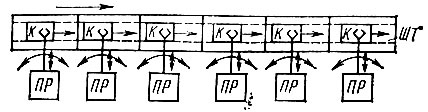
Рис. 5.14. Схема линейной компоновки сборочной роботизированной технологической линии: ШТ - шаговый транспортер; К - кассеты
На рис. 5.15 показана схема компоновки роботизированного ; сборочного цеха, составленного из таких типовых сборочных линий с транспортной системой, подвесными ПР, автоматизированными складами.
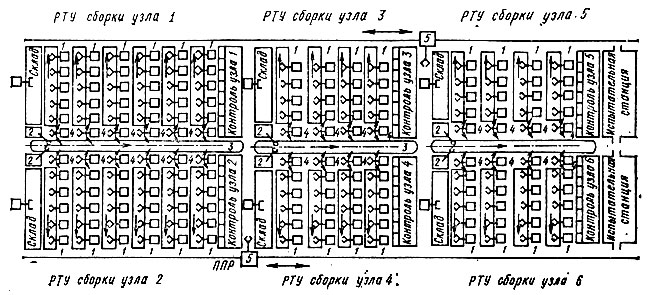
Рис. 5.15. Схема компоновки роботизированного сборочного цеха с транспортной системой, подвесными ПР, автоматизированными складами: 1 - технологические линии сборки узлов; 2 - технологические ячейки комплектовки и установки кассет; 3 - транспортный конвейер; 4 - технологические ячейки для подготовительных операций, съема и контроля; 5 - подвесной промышленный робот (ППР)
На рис. 5.16 изображена схема круговой компоновки роботизированного сборочного участка, характерная, например, для приборостроительной и радиоэлектронной промышленности. Схема дана упрощенно, в частности, на ней не отражены промежуточные и конечные контрольные операции, обязательные при выполнении сборки. Аналогично могут быть образованы более крупные комплексы вплоть до цехов.
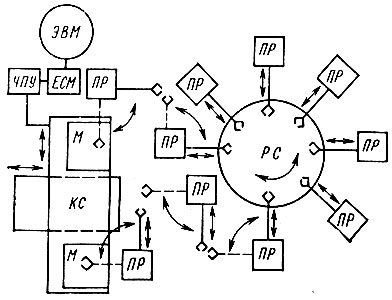
Рис. 5.16. Схема круговой компоновки роботизированного сборочного участка: РС - роторный стол; М - магазин; КС - координатный стол с системой ЧПУ; ЕСМ - групповое устройство управления (типа ЕСМ-040)
Выше в самом общем виде на базе промышленных роботов рассмотрены построения автоматизированных технологических участков от ячеек до цехов. Высшей формой комплексно-автоматизированного производства является предприятие, оснащенное АСУ. Основными составляющими такого производства являются типовые автоматизированные и прежде всего роботизированные технологические ячейки, объединенные в участки, автоматизированные склады (материалов, полуфабрикатов, готовых изделий, инструмента и т. п.), внутрицеховые и межцеховые транспортные системы, системы технической диагностики оборудования и качества продукции, системы автоматизированного проектирования выпускаемых изделий и специальных средств производства и, наконец, системы автоматизированной разработки технологических процессов, планирования; производства и программирования.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'