7.5. Возможности использования промышленных манипуляторов в обувном производстве
Обувное производство является производством со сложным технологическим процессом и большим объемом выпускаемой продукции, что связано с широким использованием конвейерных линий и транспортирующих средств. Производительность конвейерных линий составляет до 1000 пар за смену. Основные операции на современном технологическом оборудовании для производства обуви высоко механизированы и автоматизированы. Среди вспомогательных операций широко используются операции перекладки обуви с технологических линий на транспортеры, доставляющие обувь на другие технологические участки и на склад. Обычно число таких переходов достигает нескольких десятков и на каждом из них применяется ручная операция перекладки обуви. 200
Рабочий, обслуживающий транспортный переход, кроме основной операции перекладки обуви осуществляет еще целый ряд вспомогательных операций:
- снимает обувь с конвейера и ставит ее на рабочий стол;
- производит отметку на карте учета готовой продукции I и II сорта, снятой с конвейера;
- производит отметку в карте "Сведения о выходе непервосортной продукции (II сорт)";
- производит отметку возврата в карте учета непервосортной продукции по причинам исполнителя;
- разносит часть возврата по исполнителям (5 пар);
- стирает меловую отметку контролера ОТК на подошве и верхе;
- проверяет размер, парность, просматривает сорт;
- с помощью штампа проставляет размер, полноту и цену;
- вставляет картонный каркас в носочную часть обуви для придания ей жесткости;
- завязывает шнурки в паре обуви;
- ставит пару обуви на перекидной транспортер.
На рис. 7.17 приведено время выполнения каждой операции на одну пару обуви и возможность ее осуществления на другом технологическом переходе или с помощью каких-либо механических средств.
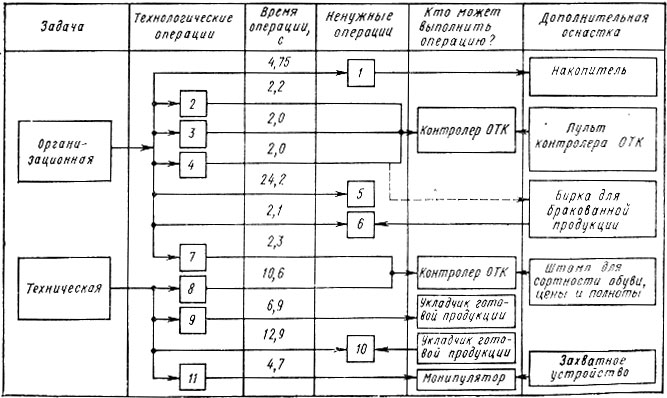
Рис. 7.17. Схема временного распределения технологических операций
Все вспомогательные операции можно разбить на две группы: организационные и технические. К группе организационных задач можно отнести задачи, решаемые на операциях 1-7. К группе технических задач, решаемых непосредственно с помощью ручного труда, относятся задачи на операциях 8-11.
Использование автоматического манипулятора на перекладке обуви при транспортировке заменяет операцию 11. При этом становится ненужной операция 1 - снятие обуви с конвейера и установка ее на стол. Кроме этой операции выпадает и операция 5 - разнос возврата по исполнителям, так как она будет выполняться автоматически манипулятором и транспортером. Целесообразность операции 10 - завязка шнурков в паре обуви вообще подвергается сомнению. Но и она может выполняться укладчиком готовой продукции на складе за счет сокращения времени некоторых ручных операций укладчика. Например, за счет автоматического заполнения ярлыка готовой продукции и наклейки его на тару.
Операции 2-4 связаны с необходимостью фиксации отметок о качестве и количестве готовой и бракованной продукции с учетом исполнителей. Оборудовав место контролера ОТК (предыдущая операция) специальным пультом, автоматически фиксирующим информацию о выпуске продукции, а также информацию по системе СБИ, можно переложить выполнение операций 2-4 на контролера ОТК. Чтобы фиксировать места исполнителя, допустившего брак, вводится бирка с указанием номера, которая прикрепляется контролером ОТК к бракованной обуви в установленном месте. Тем самым автоматически становится ненужной операция 6 - стирание - мела.
Операция 7 является дублирующей аналогичную операцию контролера ОТК- Размер на подошве обуви может быть проставлен на подготовительном участке изготовления подошв. Кроме того, размер и полнота проставлены уже на боковой внутренней поверхности обуви вместе со знаком ГОСТа. Так как цена зависит от сорта, то она может быть проставлена контролером ОТК одним и тем же штампом при постановке штампа сортности изделия. Установка каркаса в носочную часть обуви - операция 9 - может выполняться укладчиком обуви в тару на складе готовой продукции. Замена всех перечисленных выше операций позволяет высвободить работницу на транспортном переходе с контейнера на транспортер.
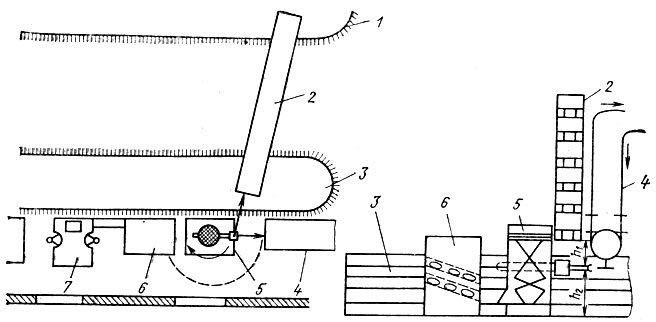
Рис. 7.18. Схема компоновки участка по изготовлению рантовой обуви: 1, 3 - конвейеры; 2,4 - транспортеры; 5 - манипулятор; 6 - промежуточный накопитель; 7 - стол контролера ОТК
На рис. 7.18 показана компоновка участка по изготовлению рантовой обуви. Конвейеры 1 и 3 предназначены для обслуживания рабочих мест отдельных технологических участков по производству обуви. С помощью транспортера 4 готовая продукция поступает на склад. Транспортер 2 перемещает бракованную обувь от стола 7 контролера ОТК на конвейер 3 с целью устранения брака на соответствующем технологическом участке, обслуживаемом конвейером 3. В задачу автоматического манипулятора 5 входит перекладка обуви от стола 7 контролера ОТК на транспортеры 2 и 4. С целью фиксации положения пары обуви смонтирован промежуточный накопитель 6, установленный между столом 7 контролера ОТК и манипулятором 5. Схема компоновки предложена В. В. Родиным.
На рис. 7.19 показано устройство накопителя. Он "имеет два наклонных транспортера 1 и 2 по ширине равных сумме полнот обуви самого большого размера. Контролер ОТК 3 берет проверяемую пару обуви с конвейера S, осматривает ее, делает заключение о ее сортности, фиксирует сведения о выпуске продукции на пульте 4, проставляет штампы о сортности и цене и в зависимости от сортности и вида брака направляет пару обуви либо обратно на конвейер 8 (если брак подлежит исправлению на техническом участке данного конвейера), либо опускает в окно 6 стола контролера ОТК (если брак подлежит исправлению на техническом участке другого конвейера), либо в окно 7 (если пара обуви направляется на склад готовой продукции). Манипулятор 9 забирает пару обуви из наклонной направляющей, переносит эту пару и устанавливает ее на соответствующий транспортер.
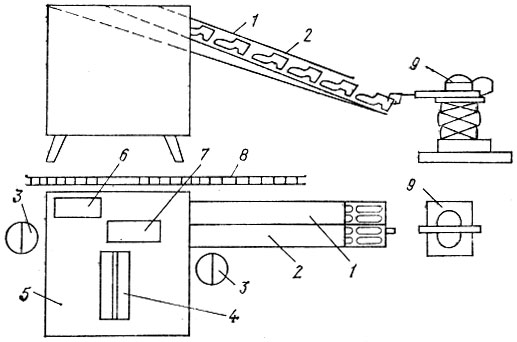
Рис. 7.19. Схема компоновки накопителя: 1 и 2 - транспортеры; 3 - контролер ОТК; 4 - пульт контролера ОТК; 5 - накопитель; 6 - окно контролера ОТК; 7 - окно готовой продукции; 8 - конвейер; 9 - манипулятор
Изображенный на рис. 7.18 манипулятор 5 переносит пару обуви на транспортер 2 или 4. Манипулятор должен перемещаться в вертикальном и горизонтальном направлениях на 700 мм и поворачиваться вокруг оси на 240°. Необходимая грузоподъемность манипулятора должна составлять не менее 1,5-2 кг, погрешность позиционирования 2-5 мм.
Среди известных автоматических манипуляторов по техническим характеристикам и габаритным размерам для выполнения описанных выше операций наиболее подходящими являются манипуляторы "Универсал-5"* и ЭМУ-Э1.
* (Технические характеристики манипулятора "Универсал-5" приведены в каталоге "Современные промышленные роботы")

Габаритные размеры указанных манипуляторов позволяют их установку на участке обувного производства при условии решения перечисленных выше организационных задач и изготовления дополнительной оснастки.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'