§ 1.3. Значение робототехники для промышленного производства
В настоящее время в нашей стране ставятся задачи существенного повышения производительности промышленных предприятий и увеличения выпуска продукции без увеличения производственных площадей и при значительном сокращении численности работающих. Это требует коренного технического переоснащения предприятий с существенным уменьшением доли ручного труда. Оно достигается путем комплексной автоматизации технологических процессов с широким применением робототехнических систем и вычислительной техники наряду с другими традиционными средствами механизации и автоматизации.
Наступило время, когда в экономике решающим фактором ускоренного движения вперед становится интенсификация производства. Чтобы двигаться вперед, надо не столько расширять производство, сколько обновлять.
В эффективном применении робототехнических средств большую роль играет технологическая подготовка производства. Как правило, требуется новая организация технологического процесса. При этом практика показывает, что производительность участка может быть поднята вдвое, а иногда и в несколько раз. Но такой эффект получается не в единичном случае "один робот - один станок", а при групповом их применении на целом участке производства, в технологической линии или в масштабе цеха.
Другим важным фактором является гибкость переналадки роботов на любые ручные операции (в пределах возможностей каждого робота) при изменении технологии, модернизации изделия и при переходе на выпуск другой продукции. В этом смысле роботы являются многофункциональными машинами. А это очень важное свойство для современных темпов ускорения технического прогресса, особенно для многономенклатурных производств со сменой партий изготовляемых деталей и систем.
Благодаря многозвенной кинематике манипулятора и специально построенной системе управления, включающей микроЭВМ с соответствующим программным обеспечением, промышленный робот может легко переналаживаться на выполнение, подобно человеку, разнообразных ручных производственных операций. Переналаживание его производится путем изменения программы действий за счет только Цифрового перепрограммирования без каких-либо конструктивных изменений.
Легкая переналаживаемость промышленного робота с помощью только цифровых программных средств существенно отличает его от традиционных производственных приспособлений и другой жесткой технологической оснастки, которую надо заменять на новую при изменении изготовляемого изделия. С применением роботов, следовательно, существенно экономятся время и средства при смене продукции.
Жесткие автоматические линии выгодны лишь для массового производства, когда они используются длительное время. В наш век ускорения научно-технического прогресса все больше приходится считаться с необходимостью достаточно частой смены продукции и технологии ее изготовления. Поэтому сейчас ставится задача построения многофункциональных легко переналаживаемых машин и технологических линий. На первое место в этой связи поставлено создание и широкое применение промышленных роботов и микропроцессорной техники.
Важным фактором при внедрении робототехники является то, что в роботизированных технологических процессах резко уменьшается брак, улучшается качество продукции, так как исключаются элементы невнимательности, усталости, настроения. В действиях же робота однотипно и более полно соблюдаются все технологические правила и стандарты качества.
Применение роботов в технологическом процессе повышает ритмичность производства независимо от времени суток, дня недели и месяца. Это весьма важное обстоятельство, которое заставляет цех и завод в целом налаживать более четкую организацию производства, что в конечном счете тоже приводит к повышению производительности и качества, к равномерности темпа выпуска продукции.
Роботы, заменяя ручной труд человека, существенно облегчают организацию двух- и трехсменной работы цеха. Они могут работать без перерыва и выходных дней (кроме часов технической профилактики). А вместе с этим повышается и эффективность использования всех остальных агрегатов цехового оборудования при обслуживании их роботами.
При роботизации могут существенно экономиться производственные площади за счет указанных выше свойств, а также за счет замены цехового оборудования на более производительное с числовым программным управлением, которое эффективнее сочетается с робототехническими системами.
Важно отметить, что робот превосходит возможности человека в том смысле, что он может реагировать на ультразвук, выдерживать жару, холод, вакуум, может иметь удлиняющиеся (телескопические) суставы своих рук, большую силу и т. п. Но, конечно, роботу недоступны в полной мере интеллектуальные возможности человека.
В роботизированном производстве обычно отпадает забота о комфортности рабочего места, степени освещенности, чистоте атмосферы, хотя при наличии технического зрения вопросы освещенности остаются в силе. Робот может располагаться произвольно в пространстве цеха по отношению к станкам и изделиям. Обработка крупных изделий, например сварка кузова автомобиля, может производиться несколькими роботами со всех сторон одновременно без перекантовки изделия (рис. 1.14).
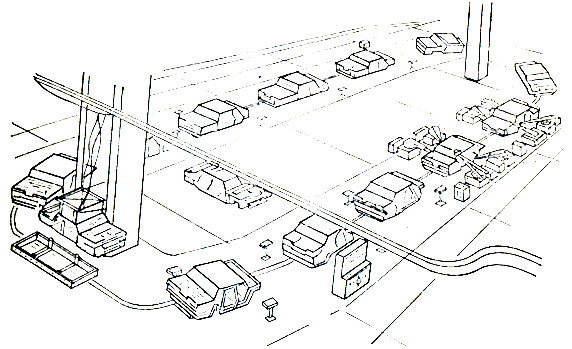
Рис. 1.14. Сварка кузова одновременно несколькими роботами
Ясно, что применение промышленных роботов может сильно изменить технические решения и организацию всех этапов производства в пространстве и во времени. Можно не заботиться, например, о расположении предметов и орудий труда на уровне глаз или рук, ибо робот может "трудиться" в любом положении. При применении дистанционно управляемых и автоматически действующих роботов дешевле и безопаснее становится работа в различных экстремальных условиях (при высокой температуре, загазованности, радиационной опасности и пр.).
Охарактеризуем коротко сферы применения роботов в промышленности.
В настоящее время промышленные роботы наиболее широко применяются в системах автоматизации холодной листовой штамповки. Это связано, в частности, с тем, что здесь имеется простейший комплекс однообразно повторяющихся "ручных" движений. Он легко поддается программированию, а значит, и роботизации. При этом требуется большая быстрота движений. Вследствие обоих этих факторов для листовой штамповки оказалось целесообразным применение простых пневматических роботов, которые способны очень быстро перемещать свою "руку" под давлением сжатого воздуха от упора до упора (рис. 1.15). Пневматический робот подает листовую заготовку в штамп пресса. После удара пресса робот вынимает из него отштампованную деталь. Если штамповка детали многооперационная, то робот перекладывает деталь в соседний штамп для следующей операции. Применяются "двух- и трехрукие" пневматические роботы для того, чтобы одновременно с переносом детали на другую операцию тут же закладывать заготовку в первый штамп. Вынимая из-под пресса готовые детали, робот может их упорядоченно складировать.
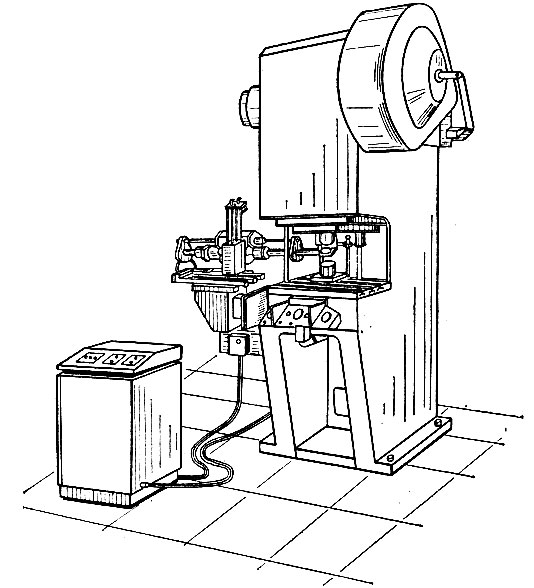
Рис. 1.15. Пневматический робот для листовой штамповки
Поскольку робот должен брать заготовку с одного и того же определенного места, устраивается "магазин" со стопкой заготовок. При этом нижняя заготовка каждый раз автоматически выдвигается для взятия захватным устройством робота, а остальные заготовки под действием собственного веса постепенно опускаются.
В промышленном производстве много деталей изготавливается путем горячей объемной штамповки. Здесь роботизации подлежат следующие операции: укладка заготовки в нагревательное устройство (например, индукционное), передача нагретой заготовки к штамповочному агрегату, передача детали в обрезной пресс (если данная операция горячей штамповки не является безотходной) и затем укладка готовых деталей в тару. Следовательно, тут необходимо иметь два-три промышленных робота.
При автоматизации ковочного производства применяются специальные ковочные манипуляторы.
Большое значение имеет роботизация процессов механической обработки деталей на металлорежущих станках (токарных, фрезерных, сверлильных). При этом один робот может обслуживать два-три станка, загружая их и снимая с них детали или передавая деталь от станка к станку в случае многооперационной обработки.
Существует такой вариант установки, когда прямо на бабке токарного станка ставится малый робот, функцией которого является зажимать деталь в патрон станка и затем освобождать ее. Детали ему может подавать большой робот, обслуживающий, как говорилось, два-три станка.
Во всех случаях здесь нужна единая система управления всей роботизированной производственной ячейкой с помощью вычислительной техники. Это будет рассматриваться в последующих главах.
Промышленные роботы обслуживают также машины литья под давлением. В этом случае роботизируются операции заливки металла, смазки пресс-камер, извлечения отливок и, если надо, передачи отливки на операцию обрубки, а затем их удаление в тару. Здесь важным элементом общей системы автоматизации являются средства контроля стабильности температуры заливаемого металла, продолжительности цикла, скорости и давления прессования.
Применяются роботы и в термических цехах.
В сварочных операциях при сборке конструкций роботы выполняют вместо человека различные технологические операции. Сюда относится загрузка и разгрузка сварочных полуавтоматов, контактных сварочных машин, непосредственное ведение дуговой сварки с помощью сварочной головки (горелки), закрепленной в сварочных клещах робота (рис. 1.16). При этом сложность задачи состоит в том, что появляется необходимость не только программировать движение электрода или горелки, но и стабилизировать скорость движения сварочной проволоки, регулировать параметры всего режима сварки.
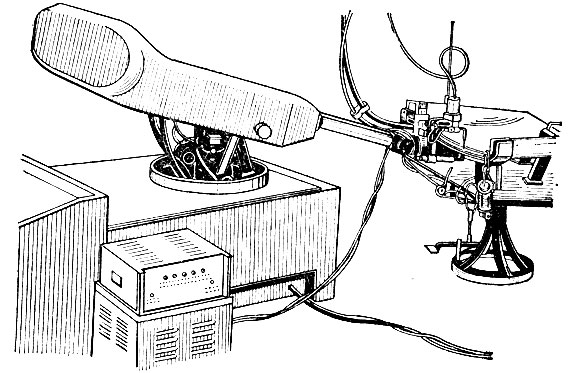
Рис. 1.16. Робот, манипулирующий сварочной головкой
В контактную сварочную машину робот устанавливает две детали, подлежащие сварке, включает сварочную машину, а по окончании сварки снимает изделие и передает его дальше или складывает в отведенное место. На таких машинах робот может также использоваться для позиционирования свариваемого изделия в точках сварки, перемещения его на шаг и т. д.
Для контактной сварки кузовов или других больших конструкций применяются роботы, в "кистях" которых закреплены сварочные клещи (рис. 1.17). По заданной программе робот автоматически производит сварку поочередно во всех запрограммированных точках. Таких точек может быть десятки и сотни на каждом изделии. Крупные изделия подаются обычно с помощью шагового конвейера.
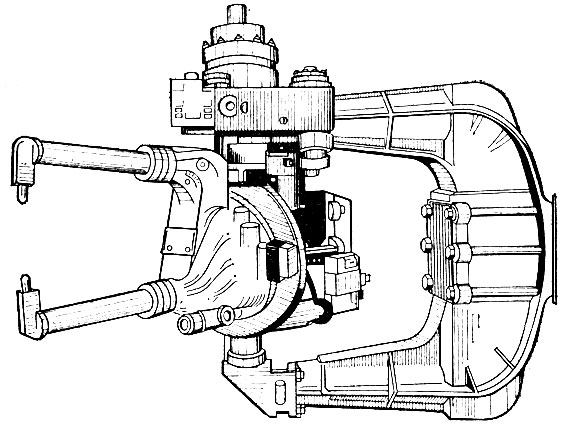
Рис. 1.17. Сварочные клещи
Механосборочные операции требуют более сложного процесса роботизации. Ведь, как правило, изделия собираются из большого количества деталей. Во многих случаях при механосборочных операциях требуется дополнительное оборудование, сопрягаемое с роботом (например, отвертка с электроприводом, гайковерт), а также использование средств очувствления (осязание, зрение).
Здесь возникает ряд проблем в связи с наличием определенных взаимосвязей между собираемыми деталями и необходимостью точного взаимного позиционирования. Для процесса сборки нужна укладка деталей в определенном порядке, подача их на сборку тоже в определенном порядке, а при сборке требуется производить различные виды крепления. Важно обеспечить необходимую скорость процесса сборки. Средства манипулирования и контроля при сборке увязываются в единую систему управления, программирования и представления данных.
Представляет известные сложности и роботизация ряда сборочных процессов в электронной промышленности.
Важной сферой применения робототехнических устройств являются окраска, нанесение покрытий и т. п. работ, часто связанных с вредным воздействием на человека. То же относится к отраслям химической промышленности.
Сравнительно новой проблемой является создание роботов для контрольно-измерительных операций на производстве, когда манипуляционный механизм либо подает деталь к контрольному прибору, либо сам прибор, находящийся в захватном устройстве манипулятора робота, подается им к изделию для контроля. При этом автоматически могут проверяться размеры деталей и физические свойства материалов и сред. Если необходимо, робот может иметь сканирующие движения.
Большие нерешенные проблемы стоят перед роботизацией легкой промышленности и многих других отраслей.
В плане создания роботизированного производства существуют две проблемы. Первая - роботизация существующего производства. Вторая - создание нового роботизированного производства. В первом случае надо считаться с существующими цеховыми условиями и существующей организацией всех служб, хотя многое в них в допустимых пределах должно быть изменено в интересах повышения эффективности применения робототехнических устройств и общей эффективности производства. Во втором случае надо строить производственные системы совершенно по новым принципам с учетом исключения человека из технологического процесса и обеспечения человеку только возможности контроля и наладки.
Кроме новых технологических решений в построении производственных систем, применение роботов существенно изменяет экономические показатели производства.
Цифры экономической эффективности применения робототехнических систем на производстве зависят от вида производства и технологической подготовки участков и линий к применению роботов. Важно отметить, что эта экономическая эффективность в сильной степени зависит от социальных факторов, которые надо учитывать в экономических расчетах. Вместе с тем иногда возникает необходимость в применении роботов по социальным причинам даже и в тех случаях, когда нет чисто экономического эффекта, например когда речь идет о работе во вредных условиях, или тогда, когда нормальная работа производства нарушается из-за недостатка рабочей силы.
С применением промышленной робототехники и вычислительных систем открывается путь к созданию почти безлюдных комплексов автоматизированных производств с гибкопереналаживаемыми технологическими процессами (рис. 1.18). При этом нужно всегда иметь в виду не только возможность создания самих роботов, но и целых роботизированных технологических комплексов, линий, участков, цехов, которые часто и технически, и организационно будут проектироваться и выглядеть иначе, чем при работе в них человека на ручных операциях.
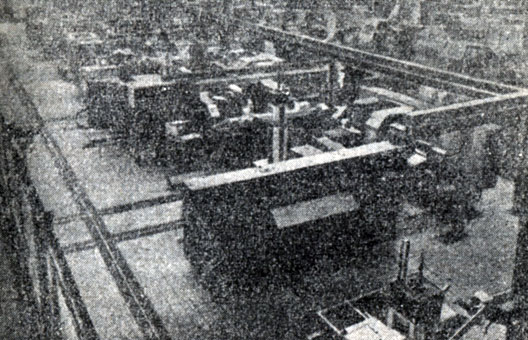
Рис. 1.18. Безлюдное производство
Наконец, надо сказать о том, что отстранение человека от непосредственного участия в технологическом процессе с использованием роботов имеет еще и важные социальные последствия, которые существенно влияют на экономическую эффективность производства. А именно, на предприятии сокращается большая доля социальных расходов на медицинское обслуживание, на ряд мероприятий по охране труда и технике безопасности, на организацию отдыха и лечения людей, бесплатное обучение, бытовое обслуживание и питание. За каждым человеком "тянется" и еще целый ряд социальных мероприятий, которые на роботизированном предприятии становятся ненужными. Отсутствие этих социальных расходов очень существенно удешевляет себестоимость продукции и быстроту окупаемости робототехнических средств в производственных цехах. Поэтому весьма важно вводить их в расчеты экономической эффективности применения робототехнических систем.
К этому надо добавить, что освобожденные при роботизации производства люди будут трудиться в других областях народного хозяйства страны, где есть нужда в кадрах.
Выше говорилось о робототехнических промышленных средствах в широком смысле. Имеются в виду не только собственно промышленные роботы (хотя они играют основную роль), но также и автоматизированные транспортные цеховые и складские системы. Большую роль играют и шарнирно-балансирные манипуляторы с ручным управлением, в сильной степени облегчающие тяжелый ручной труд грузчиков и такелажников, когда один человек легко справляется с погрузкой и разгрузкой крупногабаритных и тяжелых грузов.
Мы говорили уже о дистанционном управлении роботами в экстремальных условиях. Однако практика показала, что даже и в нормальных условиях наряду с автоматическим управлением роботами выгодно бывает вводить еще дистанционное управление оператором. Это целесообразно там, где характер операций таков, что либо они не поддаются полной автоматизации, либо по каким-то соображениям неприемлема дорогостоящая полная автоматизация технологического процесса (если она даже возможна), а более выгодным оказывается сочетание автоматических программных режимов с дистанционной коррекцией деятельности робота оператором.
Упоминалось уже и о большой важности таких робототехнических систем с дистанционным управлением для подводных операций и проведения работ в шахтах (рис. 1.19) и рудниках.
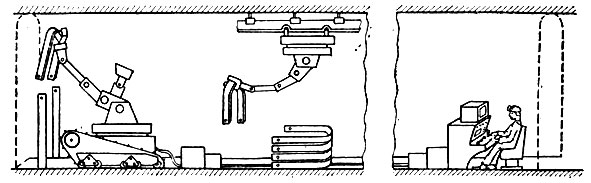
Рис. 1.19. Дистанционно управляемые шахтные роботы
В заключение заметим, что мы привыкли говорить о повышении производительности труда работающих. Но в роботизированном производстве существенно уменьшается число работающих, причем они перестают быть рабочими в прежнем общепринятом смысле. Выпуск продукции в цехе в целом может увеличиться вдвое и даже в несколько раз. Можно ли делить в этом случае количество продукции на число людей, работающих на производстве. Поэтому лучше, может быть, говорить не о повышении производительности труда работающих, а о производительности технологической линии, участка, цеха и т. п.
Необходимо отметить и другое обстоятельство, связанное с исключением людей из непосредственного технологического процесса за счет роботизации и автоматизации управления с помощью вычислительной техники, а именно: снижается возможность индивидуального волевого влияния человека; повышается тем самым объективность всех показателей, а также планирования темпа производства; повышаются ритмичность и дисциплина во всех звеньях предприятия.
|
ПОИСК:
|
При копировании материалов проекта обязательно ставить ссылку на страницу источник:
http://roboticslib.ru/ 'Робототехника'